A Practical Guide for Indian Factories & EHS Officers
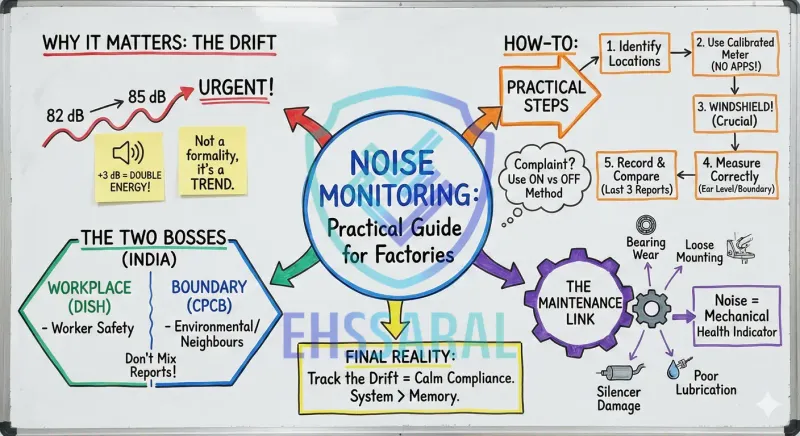
Noise monitoring means measuring sound levels (dB) at workplace and boundary locations, comparing them with applicable limits, and keeping consistent records.
Why This Article Exists
Let’s start with a simple truth.
Noise problems do not suddenly appear during inspection.
They build slowly.
A machine that was running at 82 dB last year becomes 85 dB this year. Nobody notices. Production continues. Maintenance is busy. EHS is handling returns, manifests, renewals.
Then one day:
A worker complains about headache.
A neighbour says night-time noise is disturbing.
An officer measures at the boundary.
Renewal file is under scrutiny.
And suddenly noise becomes “urgent.”
In most factories, noise monitoring is treated like a formality.
Call lab. Take reading. File report.
But noise is not a one-day event. It is a trend.
“Most noise issues are not compliance failures. They are tracking failures.”
This guide exists to remove confusion.
Not to scare you. Not to quote sections. Not to act like a consultant.
Just to explain how noise monitoring actually works in Indian factories — in practical terms.
If you understand the system, noise monitoring becomes predictable.
And predictable compliance is calm compliance.
What Is Noise Monitoring? (In Simple Factory Language)
Noise monitoring means measuring sound levels in decibels (dB) at specific locations and comparing them with permitted limits.
That’s it.
No complicated theory.
In factory reality, noise monitoring usually happens at three levels:
Inside the shopfloor (worker exposure)
At the factory boundary (environmental compliance)
During complaint situations
Each has different purpose. Each has different limits. And mixing them up creates confusion.
Workplace Noise vs Boundary Noise - Do Not Confuse Them
Note: In India, you are answering to two different “bosses.” CPCB / SPCB cares about boundary noise (neighbours and surroundings). DISH / Factory Inspector cares about workplace noise (workers’ ears).
So do not mix reports. A workplace report will not satisfy a boundary query, and a boundary report will not prove worker exposure control.
Inside factory, limits are related to worker exposure under safety regulations (usually under the Factory Act and monitored by DISH - Directorate of Industrial Safety and Health).
Outside boundary, limits are environmental and controlled by CPCB/SPCB.
And the limits are different.
For example (general understanding):
Workplace exposure for 8 hours is usually allowed at higher levels (around 90 dB range).
Boundary limits in industrial areas are lower (for example, 75 dB in daytime, 70 dB at night).
Always confirm the exact applicable limit from your consent condition and local zoning (industrial / commercial / residential), because limits vary.
The purpose is different.
Inside → Protect worker hearing over time. Outside → Prevent disturbance to surrounding area.
If you measure 88 dB near a machine operator, it may be acceptable with controls.
If you measure 88 dB at boundary at night, it is a serious issue.
Always ask:
Where am I measuring? For whom am I measuring? Under which requirement am I measuring?
Clarity removes panic.
Units & Basic Concepts (Only What You Need to Know)
You don’t need to become a sound engineer.
Just understand three basics.
1. Decibel (dB)
Decibel is the unit used to measure sound level.
But decibel scale is not simple like temperature.
It is logarithmic.
Which means:
Small number change is not small impact.
2. dB(A)
You will often see dB(A).
The “A” means the meter is adjusted to reflect how human ears hear sound.
This is standard for most industrial and environmental noise monitoring.
Pro-tip: For steady machine “hums” (motors, fans), dB(A) is normally used. For sudden “thuds/bangs” (forging, presses), check if your monitoring needs Peak or C-weighting as per your requirement.
3. Leq (Equivalent Continuous Level)
Noise is not constant.
Machine runs. Stops. Vibrates. Pressure changes.
So instead of measuring for one second, we measure average over time.
That average is called Leq.
For example:
If monitoring is done for 15 minutes at boundary, the Leq value becomes your comparison number.
Think of Leq as:
“The practical average sound over that period.”
The 3-Decibel Rule - A Simple But Powerful Reality
This is important.
In noise science:
An increase of 3 dB means the sound energy has doubled.
Yes.
Doubled.
If your machine reading goes from:
82 dB → 85 dB
It may not feel dramatically louder.
But the sound energy hitting the worker’s ear has doubled.
This is why gradual increase matters.
When EHS and maintenance see a 2-3 dB drift, they should not ignore it.
It is an early warning.
Noise drift usually means:
Bearing wear
Misalignment
Loose foundation
Poor lubrication
Silencer damage
Panel vibration
Noise is often the first visible symptom of mechanical stress.
If you treat it as maintenance indicator, not just compliance number, you will prevent bigger issues.
Types of Noise Monitoring in Indian Factories
Let us break this down practically.
1. Workplace Noise Monitoring
This is done inside shopfloor.
Near machines.
At operator positions.
Purpose:
To ensure workers are not exposed to harmful noise levels over time.
Common high-noise sources:
Forging hammers
Press machines
Air compressors
Blowers
Turbines
DG sets
Metal cutting machines
Pneumatic systems
Monitoring is usually done:
At operator ear level
During normal working conditions
For a defined period
If levels are high, action may include:
Ear protection
Rotation of workers
Engineering controls
Maintenance correction
If workplace noise exceeds safe exposure limits and no protective measures are in place, that becomes a safety issue.
Measure noise when factory is OFF. Measure noise when factory is ON.
If factory OFF reading is already high because:
Highway traffic
Railway line
Nearby industry
Construction
Then you understand background level.
If ON vs OFF difference is small, factory may not be main contributor.
If difference is large, you have identified the issue.
This simple ON-OFF method avoids unnecessary blame or argument.
Handle complaints calmly.
Never argue based on assumption.
Measure. Compare. Document.
Clarity wins.
When Should You Monitor Noise?
This question should not wait till inspection.
You should monitor noise:
After installing new machine
After changing DG set
After major maintenance overhaul
After layout modification
After receiving complaint
Before consent renewal
Periodically as internal check (even if not mandated)
In many medium-scale factories, internal quarterly checks are sufficient to track drift.
If you only measure once a year, you will miss trend.
Noise problems grow slowly.
Track trend. Not just value.
Step-by-Step: How Noise Monitoring Is Done Properly
Let us simplify the process.
Step 1 - Identify Locations
Do not randomly measure.
Identify:
For workplace:
Operator position
High-noise machines
Areas where workers stand continuously
For boundary:
All four sides (if possible)
Complaint direction
Near DG exhaust side
Sensitive side (school, hospital, residential, if nearby)
Make a simple location map.
It helps during inspection.
Step 2 - Use Proper Instrument
Use a calibrated Sound Level Meter.
Do not use mobile phone apps for official records.
Mobile apps are useful for rough idea.
But for compliance, they are not acceptable.
Also check:
Calibration certificate validity
Battery condition
Meter mode (A-weighting)
Time response setting (as per requirement)
Small care prevents big confusion later.
Step 3 - Use the Windshield (This Prevents Most False Alarms)
You have seen that small foam ball that fits over the microphone.
Use it. Always.
Why this matters: wind hitting the microphone can add 5-10 dB as a false high reading. Many EHS officers panic seeing a “fail” at boundary, and later realise it was wind noise, not factory noise.
Especially critical:
Near blowers (air movement)
Near compressors (air discharge)
At boundary (natural wind)
During monsoon and winter wind
Small foam ball. Big difference.
Step 4 - Correct Measurement Position
For workplace:
Hold meter at ear level (approx. 1.2 to 1.5 meters)
At arm’s length
Do not stand too close to reflective surfaces
Do not block mic with your body
For boundary:
Stand inside boundary, facing outward
Avoid obstruction
Avoid measurement during heavy rain or festival loudspeakers nearby
Measure during normal operating conditions.
Do not measure when machines are idle and show artificially low values.
That is not compliance.
That is self-deception.
Step 5 - Record and Compare
Record:
Date
Time
Location
Machine running condition
Weather condition (if boundary)
Observations
Then compare with applicable limit.
Keep:
Raw data
Final report
Calibration certificate
In many inspections, officer asks:
“Show last 3 noise monitoring reports.”
If you are ready, discussion becomes short.
If you start searching old files, tension increases.
System beats memory.
Common Mistakes in Noise Monitoring (Seen Across Many Factories)
Hearing Protection Zones - Practical Workplace Control
Inside factory, if noise level exceeds around 85 dB consistently, you must think about hearing protection.
Practical steps:
Mark area as “Hearing Protection Zone”
Display simple signage
Provide earplugs or earmuffs
Ensure workers actually use them
It is not enough to distribute PPE.
Observe usage.
Sometimes earplugs are in pocket, not in ear.
EHS must coordinate with supervisors.
Noise safety is behavioral.
Cost of Ignoring Noise Drift (Without Drama)
Let’s be practical.
Emergency acoustic treatment costs more than planned maintenance.
Replacing bearings is cheaper than installing heavy sound panels later.
Scheduling DG test in daytime avoids boundary complaints.
Ignoring gradual drift leads to:
Complaint
Urgent correction
Operational disruption
Noise control works best when planned.
Not when forced.
Simple Noise Control Measures That Actually Work
You do not always need expensive consultants.
Start with basics.
1. Rubber Pads or Vibration Dampers
Under machines.
Under compressors.
Under DG base.
Small investment. Noticeable reduction.
2. Proper Lubrication
Scheduled lubrication reduces friction noise.
Cheap. Effective.
3. Silencer Maintenance
Inspect annually.
Replace if corroded.
Do not wait till visible failure.
4. Tightening Loose Panels
Walk around machine.
Listen.
Sometimes noise source is obvious.
Loose cover. Loose guard. Loose panel.
5. Green Belt Near Boundary
Trees and vegetation do not eliminate noise.
But they help in minor diffusion and perception reduction.
Plus, they improve overall environmental image.
6. Scheduling High-Noise Activities in Daytime
Forging trials. Load tests. DG testing.
Plan during day.
Avoid post-10 PM testing unless necessary.
Sometimes scheduling solves more than engineering.
What Not to Waste Money On (Before Mechanical Basics)
Many factories jump to expensive solutions before checking simple causes.
Before spending on heavy treatments, first check:
bearing condition
lubrication schedule
loose mounting / foundation bolts
silencer health (DG)
panel gaps in acoustic enclosure
air leaks in compressor lines
Don’t rush to buy:
Heavy acoustic panels as a first step
“Acoustic paint” expecting big dB reduction in heavy industrial areas
Expensive surveys when the source is clearly a loose panel or worn bearing
Automated monitoring systems when you have not even built quarterly manual discipline
The usual sequence that works:
Fix mechanical basics
Measure again
Only if needed, add engineering controls
In many cases, a small maintenance fix solves what looks like a big acoustic problem.
Exception: if you are very close to a school/hospital/residential edge, engineering controls may still be needed. But decide based on measurement, not panic.
During Inspection - What Usually Happens
Noise inspection is usually simple.
But tension makes it complicated.
Here is what generally happens in many factories.
An officer may:
Ask for last few noise monitoring reports
Check calibration certificate of meter
Visit shopfloor high-noise area
Measure boundary level
Ask about DG acoustic enclosure
Ask about complaints received
It is rarely dramatic.
It becomes stressful only when:
Reports are missing
Values are inconsistent
No internal awareness exists
“Most officers respond better to clarity than argument.”
If you show:
Location map
Last 2-3 reports
Internal tracking sheet
Maintenance action taken
Discussion stays short.
If you say:
“Lab handles this. We don’t know.”
Then conversation grows longer.
Confidence reduces friction.
Why “Last 3 Reports” Matter (Pattern vs Snapshot)
During renewal or inspection, you will often hear:
“Show me your last three noise monitoring reports.”
Not one. Three.
Because one report shows compliance. Three reports show system.
Officers typically look for:
Same locations each time
Similar operating/load condition
Logical frequency (quarterly / half-yearly / yearly as per your practice)
Calibration validity linked to each report
Trend (stable, drifting, improving)
If your last three reports are consistent and properly filed, the discussion stays short. If they show random locations, big jumps, or missing calibration, questions increase.
Simple discipline: keep the last 3-4 reports in one folder, ready to show in 30 seconds.
Inspection Psychology - Small Behaviors That Help
This is not strategy against anyone.
This is basic professionalism.
If noise is being measured:
Do not argue during reading
Do not switch off machines suddenly
Do not crowd the officer
Do not look defensive
If you have previous reports ready before they ask, it builds credibility.
If complaint exists, show:
Your ON vs OFF readings
Your corrective action
Transparency reduces suspicion.
Noise discussions are technical, not emotional.
Keep them technical.
Boundary Noise - Special Attention Area
Boundary noise is where most environmental friction happens.
Especially in industrial belts that are slowly becoming mixed zones.
Industrial area today.
Residential building tomorrow.
Schools, hospitals, warehouses come up.
Your factory may not have changed.
But surroundings may have.
So periodically review:
What exists near your boundary now?
Has any sensitive location developed nearby?
One simple reality: distance is your friend. In open conditions, doubling the distance from a noise source can reduce the sound level by about 6 dB.
Practical example: If a small compressor is close to the boundary wall, even moving it a few metres inward can reduce boundary reading without any expensive acoustic work.
Noise that was acceptable earlier may now create perception issue.
Perception drives complaint.
Monitoring helps you stay ahead.
Ambient Noise - How to Understand Background
Let us revisit the highway example.
If your factory is near:
Busy road
Railway track
Another noisy industry
Background noise may already be high.
So during complaint investigation:
Measure when factory is OFF.
Measure when factory is ON.
Compare difference.
If OFF = 68 dB ON = 71 dB
Factory contribution is small.
If OFF = 65 dB ON = 78 dB
Factory is significant contributor.
This simple comparison avoids unnecessary blame and helps you focus on real source.
Always document:
Time Weather Traffic condition
Context protects you later.
When to Call Expert vs Handle Internally
You do not need external help for everything.
Be clear.
Handle Internally When:
Routine monitoring
Minor drift observed
Simple maintenance issue
Hearing protection implementation
Periodic boundary checks
EHS + Maintenance can manage.
Call Expert When:
Persistent boundary exceedance
Dispute between your reading and authority reading
Complex acoustic modelling required
Major plant expansion
Repeated complaints despite corrective action
Know your limit.
There is no weakness in calling expert.
But there is inefficiency in calling expert for loose bolt.
Use judgment.
Documentation Strategy That Saves You During Renewal
Consent renewal often triggers scrutiny.
Noise reports become part of overall environmental compliance review.
Add noise check to preventive maintenance checklist.
During monthly maintenance:
Technician listens for unusual sound
EHS cross-checks reading quarterly
Any unusual vibration noted
Simple coordination.
No heavy system needed.
Just awareness.
When maintenance team understands that 3 dB increase means doubled stress, they take it seriously.
Noise becomes shared responsibility.
Not only EHS duty.
Community Relations - The Unspoken Factor
Many noise disputes are not technical.
They are relational.
If your factory has good communication with nearby community, complaints reduce.
If communication gap exists, small disturbance becomes escalation.
Keep:
Gate contact number visible
Quick response to complaints
Measurement before response
Calm explanation
Never dismiss complaint without measuring.
Measurement shows respect.
Respect reduces friction.
Night-Time Discipline - Often Overlooked
Night limits are stricter.
After 10 PM, ambient environment is quieter.
So even moderate sound appears louder.
Before scheduling:
DG testing
Maintenance hammering
Metal cutting
Loading activities
Check boundary level.
Sometimes simply shifting activity to 8 PM instead of 10:30 PM avoids issue.
Planning is cheaper than correction.
Internal Awareness Training
Noise awareness is not only technical.
Workers should know:
Why ear protection matters
Why maintenance reduces sound
Why night operations require care
Short toolbox talk once in six months is enough.
Simple message:
“Noise increase is machine health indicator.”
When operators understand, they report unusual sound early.
Prevention starts at shopfloor.
Data Consistency - Avoiding Self-Contradiction
Sometimes factories have:
Lab Report → 74 dB Internal Check → 82 dB
Difference creates confusion.
Why?
Different location
Different time
Different load condition
No windshield
Meter setting different
Standardize:
Same locations
Similar load conditions
Same time band
Consistency avoids unnecessary doubt.
Final Ground Reality
Noise monitoring is not complicated.
It is disciplined observation.
Machines speak before they fail.
Noise is that language.
If you track:
Location
Trend
Maintenance link
Boundary sensitivity
You reduce surprise.
You reduce panic.
You reduce inspection stress.
Good compliance does not need brilliance.
It needs consistency.
Noise does not suddenly cross limit.
It slowly drifts.
Track the drift.
And compliance becomes calm.
FAQ Section
Q1. What is the difference between workplace noise and boundary noise? Workplace noise is checked for worker hearing protection inside the shopfloor. Boundary noise is checked for environmental disturbance at the factory boundary. Limits and purpose are different.
Q2. What is the 3 dB rule in noise monitoring? A 3 dB increase means sound energy has doubled. Even a small rise (82 to 85 dB) signals higher stress and usually points to maintenance issues.
Q3. How do I handle a neighbour complaint about factory noise? Measure noise when the factory is OFF and when it is ON. The difference tells you how much the factory is contributing. Document date, time, and conditions.
Q4. Why is the windshield on the sound level meter important? Wind hitting the microphone can create false high readings. Using the foam windshield reduces false alarms, especially at boundary and near blowers.
Q5. When should factories monitor noise? After new machine installation, DG changes, major maintenance, layout changes, complaints, and before renewal. Many factories also do quarterly internal checks.
Q6. What should I keep ready for inspection or renewal? Last 3 monitoring reports, calibration certificate, internal tracker/logbook, location map, and corrective actions taken.
Founder - EHSSaral| Partner - Perfect Pollucon | ISO 14001 Lead Auditor | Second-generation environmental professional simplifying EHS compliance for Indian manufacturers through practical, tech-enabled guidance.
Related Blogs
Environmental Compliance Management in India: Systems vs Consultants Explained
CPCB OCEMS Flatline Notice: How Industries Should Respond (Safely) | EHSSaral
Blue Category MPCB 3-Year Consent Validity for Recyclers (2026) | EHSSaral
Form 5 Environmental Statement India: Example & Mistakes
Why Form IV Readiness Cannot Begin at the End of the Year
EHS Officer Career Path in India (2025–2050 Guide) | EHSShala
Plastic Waste Management Rules (2022): Practical Guide for Indian Factories | EHSShala
Late Filing Penalty for Form 4 SPCB: What Happens If You Miss the 30 June Deadline?
50 mg/Nm³ Emission Limit in India: Is Your Chimney Ready? (SME Guide)
Hazardous Waste Storage Rules in Indian Factories | EHSShala




 EHSSaral v1.png)





 ehssaral.webp)
