
Stack Monitoring Basics for Indian Factories | EHSShala
Boiler Emission Stack Monitoring Stack Emission CPCB Guidelines SPCB Compliance Isokinetic Sampling Industrial Air Pollution
Last updated:
|17 Feb 2026
Read time: 16 min read
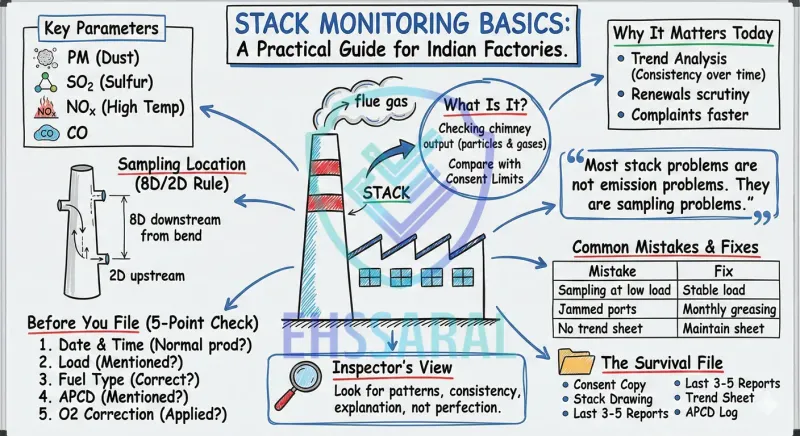
A Practical Guide for Indian Factories & EHS Officers
Stack monitoring is the process of measuring pollutants released from an industrial chimney and comparing them with consent limits set by pollution control authorities.
Why This Article Exists
For five years, the stack monitoring reports were within limits.
Every six months, the lab came.
Samples were taken.
Reports were filed.
During renewal, one simple question came:
“Where is the drawing of your sampling port location?”
Silence.
That was the day the EHS officer realised something important.
“Most stack problems are not emission problems. They are sampling problems.”
If you control sampling reality, inspections become boring.
This guide exists to remove confusion.
Not to scare you.
Not to quote rules.
Not to impress anyone.
Just to explain how stack monitoring actually works in Indian factories.
If you understand the system properly, stack monitoring becomes predictable.
And predictable compliance is calm compliance.

What Is Stack Monitoring (In Simple Factory Language)
Stack monitoring means checking what is coming out of your chimney.
That’s it.
Every boiler, thermic fluid heater, DG set, or process exhaust stack releases flue gas.
Inside that gas are particles and gases.
Your Consent to Operate gives limits for some of them.
Stack monitoring simply means:
Measure those pollutants
Compare with consent limits
Keep records
It is usually done by an approved environmental laboratory.
It is periodic.
It is not daily.
It is not continuous (unless OCEMS applies).
But just because it is periodic does not mean it is casual.
Quick Memory Tool: STACK = S-T-A-C-K
Use this simple memory line when you are new, or under pressure.
S - Sampling point ready (port, platform, safe access)
T - Trend maintained (last 3–5 reports in one sheet)
A - APCD running (bag filter/scrubber/cyclone working during sampling)
C - Check report before filing (time, load, fuel, oxygen, correction)
K - Keep evidence (maintenance log + corrective actions)
If you can control S-T-A-C-K, stack monitoring stops feeling scary.
Why Stack Monitoring Matters More Today
Earlier, monitoring meant:
Call lab.
Take sample.
Receive report.
File it.
If value was within limit, everyone relaxed.
That approach worked for many years.
Today the environment is different.
Now:
Renewals are scrutiny-based
Trend comparison happens
Complaints reach authorities faster
Expansion proposals depend on past performance
And one important shift:
Officers don’t just see one report.
They look at consistency over time.
“In many units, stack monitoring is done regularly. But trend analysis is never done.”
If your values are fluctuating wildly, questions arise.
If production doubles but emission numbers remain exactly same, questions arise.
Stack monitoring is no longer a ritual.
It is evidence that your pollution control system is under control.
What Parameters Are Usually Checked
The parameters depend on your equipment and process.
Always check your consent condition.
Not your neighbour’s report.
For Boilers and Thermic Fluid Heaters
Common parameters:
Particulate Matter (PM)
Sulphur Dioxide (SO₂)
Oxides of Nitrogen (NOx)
Carbon Monoxide (sometimes)
In simple words:
PM means dust particles in flue gas.
SO₂ usually depends on sulphur content in fuel.
NOx forms during combustion at high temperature.
Ground reality:
In many boiler cases, PM exceedance is not because of bad fuel.
It is because:
Bag filter is damaged
Cyclone separator not maintained
Ash removal system not working properly
Before blaming fuel, check your Air Pollution Control Device (APCD).
Also remember:
If you change fuel - from coal to briquettes or biomass - your emission behaviour changes.
Many factories forget to review monitoring approach after fuel change.
That creates confusion later.
For DG Sets
Common parameters:
PM
NOx
CO
DG sets usually operate intermittently.
So sampling must happen when the DG is running at a steady load, not just started.
A common mistake is monitoring during startup or very low load.
That distorts values, especially NOx.
Monitoring during idle running does not represent reality.
Small detail. Big impact.
For Process Stacks (Chemical / Pharma / Food Units)
Parameters vary.
It may include:
PM
Acid mist
VOCs
Specific solvent vapours
Process-specific pollutants
Always go back to your consent.
Process stacks are where “wrong assumptions” happen fastest.
Always check your consent condition - not old reports and not what other factories are doing.
Especially in batch processes.
One more ground reality: many external lab teams don’t understand your batch cycle unless you explain it.
Before sampling, tell them clearly:
when the batch is at peak reaction phase
when cooling/idle phase starts
which operating condition represents “normal production”
If you don’t brief them, they may sample at the easiest time - not the correct time.
If your reaction runs for 2 hours and cooling runs for 1 hour, sampling must capture peak phase.
Not cooling phase.
Otherwise report will not reflect actual load.
And that creates long-term risk.
Where Sampling Is Done (And Why Location Matters)
Stack monitoring is not done from the top of the chimney.
It is done from a sampling port provided on the stack body.
This port must be:
At correct height
At correct distance from bends
Accessible safely
There is a simple engineering logic behind this.
Flue gas inside a stack is not always smooth.
If sampling is done near a bend, damper, or disturbance point, gas flow becomes turbulent.
Turbulent flow gives unreliable readings.
That is why the “8D and 2D” concept exists.
Practical tip: Ask maintenance to mark “8D” and “2D” distances on the duct/stack using paint (or tag plates).
In simple terms:
Sampling point should be at least 8 stack diameters downstream from disturbance
And at least 2 diameters upstream from the next disturbance
You do not need to memorise the formula.
Just remember the logic:
“We need smooth gas flow, not disturbed flow.”
In many medium-scale factories, stacks are installed first.
Sampling ports are added later.
Sometimes:
Port is too low
Port is too close to bend
No proper working platform
And during inspection, this becomes a question.
“In many units, sampling ports are installed only after inspection remarks.”
Better to check now than explain later.
How to prepare for Environmental Inspection India & What Inspectors Check
Stack Monitoring Is Also a Safety Responsibility

This part many people ignore.
When a lab team comes for monitoring, they climb your stack.
Sometimes:
20 feet
40 feet
Even higher
As EHS officer, that safety responsibility is yours.
Check:
Is the ladder stable?
Is the monkey ladder rusted?
Is there proper guard railing on platform?
Is there toe board?
Is there enough space to stand and operate equipment?
If a technician slips from height, it does not remain “lab issue.”
It becomes a factory issue.
Simple ground rule:
“Compliance does not mean only environment. It also means safety during compliance.”
Also avoid scheduling monitoring during:
Heavy rain
Strong wind
Night without proper lighting
Moisture can affect readings.
Unsafe weather can affect people.
Small planning prevents big problems.
Why You Should Always Be Present During Sampling
This is one of the most important practical lessons.
Many EHS officers:
Inform production
Inform maintenance
Then go back to office
Lab team climbs stack alone.
Report comes.
Signature done.
File closed.
But think carefully.
Did you confirm:
Sampling duration was correct?
APCD was actually running?
Production load was normal?
Fuel type was recorded properly?
If you are not present, you are signing a report you did not see happen.
That is risky.
You do not need to stand for full 30–60 minutes silently.
But be there at:
Start of sampling
During stable operation
Before equipment removal
Also check that:
Port is sealed properly after sampling
Gasket is refitted
No leakage remains
Professional supervision creates professional results.
What Is Isokinetic Sampling (In Simple Words)
This word scares many people.
But the concept is simple.
When measuring particulate matter (PM), the sampling probe must suck gas at the same velocity as flue gas.
If suction is too slow, heavy particles settle.
If suction is too fast, extra particles get drawn.
Both give wrong reading.
Think of it like collecting rain while moving - if your speed doesn’t match the flow, you won’t collect the right amount.
So lab adjusts suction to match gas velocity.
That is called isokinetic sampling.
You do not need to calculate anything.
But understand this:
PM value depends heavily on correct sampling technique.
That is why:
“Most stack problems are not emission problems. They are sampling problems.”
Common Stack Monitoring Mistakes Seen in Indian Factories
Let’s speak honestly.
These are not rare.
They are common.
Sampling during low production
APCD not fully operational
Batch process sampled during cooling phase
Fuel changed but monitoring protocol not reviewed
Sampling port flange bolts are rusted / jammed, and the port cannot open on monitoring day (simple monthly greasing avoids this)
No trend sheet maintained
Oxygen correction misunderstood
Monitoring done in rain
Lab calibration not verified
Common Mistakes: What to Do vs What to Avoid
Situation Do This (Good Practice) Avoid This (Common Trap) DG set monitoring Monitor at steady load for stable readings Sampling during startup / idle Batch process stack Sample during peak reaction / peak load Sampling during cooling / low load Sampling port Keep bolts workable (monthly greasing) and port accessible Jammed flange bolts on monitoring day APCD operation Ensure APCD is ON and stable during sampling Running APCD only “for show” or not running Fuel change Inform lab and update monitoring expectation Assuming old fuel logic still applies Weather Schedule in safe conditions with proper lighting Sampling in heavy rain / unsafe wind Report review Check time, load, fuel, oxygen, correction Filing report without reading supporting data
About oxygen correction:
Sometimes emission values look high or low because oxygen percentage in flue gas is different.
Labs apply correction factor to standard oxygen level.
Always check if correction is applied properly.
Do not blindly see only final number.
See the supporting data.
Also check lab equipment.
Look for calibration sticker.
Simple rule:
Before they climb your stack, check their equipment status.
That 2-minute check can save you future confusion.
Top 15 Field Failures in Stack Monitoring & How to Prevent Them -PPS Expert Guide
How Inspectors Look at Stack Monitoring
Inspectors generally do not start by assuming violation.
They look for patterns.
They check:
Frequency of monitoring
Consistency of values
Correlation with production
Status of APCD
Sampling point condition
If your boiler production doubled, but PM remains exactly same across years, they may ask how.
If values fluctuate sharply without explanation, they may ask why.
They are not looking for perfection.
They are looking for control.
“Inspectors do not expect zero deviation. They expect explanation.”
Documentation matters.
If exceedance happened once and you recorded:
Cause
Corrective action
Re-monitoring result
That shows system maturity.
Silence creates doubt.
Explanation creates trust.
Before You File the Report - Check These 5 Things
Many times, the lab sends the PDF.
You see the final value.
If it is within limit, you relax.
Do not stop there.
Before you sign and file, quickly check these points:
1. Date and Time of Sampling
Was production normal at that time?
Was DG running at proper load?
2. Production Load Mentioned
If boiler capacity is 2 TPH, was it running at 20% or 90%?
Low load sampling gives misleading comfort.
3. Fuel Type Recorded
Coal, briquette, furnace oil, diesel - it must be clearly mentioned.
If fuel was recently changed, verify it is correctly noted.
4. APCD Mentioned in Report
Bag filter? Cyclone? Scrubber?
If your consent says scrubber, but report mentions cyclone, that is a mismatch.
5. Oxygen Percentage and Correction
Check raw oxygen value.
Check if correction is applied properly (if applicable).
Why this matters: if extra fresh air gets mixed (leakage / dilution), oxygen % goes up.
Then the corrected emission value can increase sharply.
So don’t judge only the “final number” - understand the oxygen story behind it.
Very high oxygen (close to fresh air level) usually means leakage or dilution somewhere in the system.
Fast Report Review Table (2-Minute Scan)
| What to Check | What “Looks Normal” | What Needs Follow-up |
|---|---|---|
| Sampling time | During normal production hours | Late night / shutdown / unusual timing |
| Production load | Mentioned clearly and realistic | Missing load or suspiciously low load |
| Fuel type | Matches what was actually used | Wrong fuel noted / “not mentioned” |
| APCD mention | Matches your installed system | Wrong APCD mentioned (scrubber vs cyclone) |
| Oxygen % | Reasonable and stable | Very high oxygen (possible leakage/dilution) |
| Correction applied | Mentioned clearly (if applicable) | Correction missing or unclear basis |
Tip: If anything looks odd, call the lab once and clarify before you file.
Do not blindly trust summary table.
Spend 5 minutes reading the full report.
That 5 minutes saves 5 months of explanation later.
Stack Height Is Not Random
Many factories treat stack height as civil structure decision.
But stack height has environmental logic.
In simple terms: CPCB links minimum stack height to SO₂ emission rate.
Higher emission needs taller stack so the pollutant disperses safely.
For some industries, stack height is linked to:
SO₂ emission rate
Fuel consumption
CPCB calculation formula
You do not need to calculate formula daily.
But ensure:
Actual stack height matches approval
No modification done without update
Additional equipment not connected later without review
During expansion or renewal, stack height becomes a discussion point.
Better to verify once calmly than defend later under pressure.
Read Ultimate guide on stack height guidelines as per CPCB
When Values Exceed Limits - What Actually Happens
First, do not panic.
One exceedance is not equal to shutdown.
Follow a calm sequence:
Step 1: Check Sampling Validity
Was production stable?
Was APCD running?
Was isokinetic sampling followed correctly?
Step 2: Check APCD Condition
Bag filter bags torn?
Scrubber pump running?
Pressure drop normal?
Ash accumulation high?
Step 3: Check Fuel Quality
High sulphur content?
High ash content?
Step 4: Record Corrective Action
This is important.
Even small correction must be documented.
Example:
Replaced 15 bag filter bags
Cleaned duct
Increased scrubber water flow
Step 5: Re-monitor
Not to “hide” earlier result.
But to confirm system is restored.
“Corrective action without documentation looks like inaction.”
Inspection reality is simple:
They trust systems, not promises.
The One-Line Rule
If you didn’t witness sampling and you didn’t read the report, you don’t actually know your stack status.
This is where most compliance surprises are born.
The Stack Monitoring File That Survives Any Inspection
Every factory should maintain one clear folder (physical or digital).
If you have multiple stacks (boiler + DG + process), treat each stack as a separate compliance unit with its own limits, schedule, and reports.
Inside that file:
Consent copy with emission limits highlighted
Stack layout drawing with sampling point marked
Last 3–5 monitoring reports
Summary trend sheet (simple Excel is enough)
APCD maintenance log
Calibration copies of lab equipment (if shared)
Corrective action records (if any exceedance occurred)
Do not overcomplicate.
No need for 50 files.
One organised file gives confidence.
When officer asks for stack records, you should not search in panic.
You should open file calmly.
That calmness itself shows control.
Stack Monitoring vs Continuous Monitoring (OCEMS)
Some industries fall under continuous online monitoring requirements.
In those cases:
Sensors are installed permanently
Data is transmitted to servers
Performance is tracked continuously
Even then, manual stack monitoring remains important for cross-verification and calibration.
If online data shows “50” but the manual lab report shows “100”, it usually means the sensor is drifting or needs attention.
So don’t treat OCEMS as replacement.
Treat it as continuous visibility - supported by periodic manual confirmation.
If your industry does not fall under continuous monitoring category, do not worry unnecessarily.
Just maintain consistency in periodic monitoring.
Different industries have different obligations.
Avoid comparison anxiety.
Final Ground Truth
Stack monitoring is not about passing one test.
It is about proving that your pollution control system works consistently.
If you:
Maintain sampling point properly
Supervise monitoring
Review reports carefully
Maintain documentation
Track trends
Stack monitoring becomes predictable.
And predictable compliance reduces stress.
Good compliance does not need brilliance.
It needs systems.
And systems need consistency.
Frequently Asked Questions (Stack Monitoring – India)
What is the stack monitoring method?
Stack monitoring is the process of measuring pollutants released from an industrial chimney (stack).
It involves:
Collecting flue gas sample from a designated sampling port
Measuring pollutants like PM, SO₂, NOx, CO
Comparing results with limits mentioned in the Consent to Operate
For particulate matter, isokinetic sampling is used to ensure accurate measurement.
Stack monitoring can be periodic (manual lab-based) or continuous (OCEMS), depending on industry category.
What is PM2.5 and PM10? Are they measured in stack monitoring?
PM2.5 and PM10 refer to fine particulate matter sizes measured in ambient air quality monitoring.
PM10 = particles smaller than 10 microns
PM2.5 = particles smaller than 2.5 microns
In stack monitoring, usually total particulate matter (TPM) is measured.
Size-based PM (PM2.5/PM10) is more common in ambient air monitoring, not regular industrial stack monitoring.
What are CPCB standards for stack monitoring?
The Central Pollution Control Board (CPCB) defines emission standards for different industries and fuels.
However:
Emission limits are applied through your Consent to Operate, issued by your State Pollution Control Board.
Always refer to your consent conditions for:
Applicable parameters
Emission limits
Monitoring frequency
Do not assume standards based on another industry.
What are the main indicators checked in stack emission monitoring?
Typical indicators include:
Particulate Matter (PM)
Sulphur Dioxide (SO₂)
Oxides of Nitrogen (NOx)
Carbon Monoxide (CO)
For process stacks, additional pollutants like VOCs or acid mist may be monitored based on process type.
What is the procedure for stack monitoring in factories?
The typical procedure includes:
Ensuring proper sampling port and platform
Measuring flue gas velocity and temperature
Performing isokinetic sampling (for PM)
Collecting gas samples for laboratory analysis
Applying oxygen correction (if applicable)
Comparing results with consent limits
Recording and maintaining reports
Supervision by the EHS officer during sampling is recommended.
Is stack monitoring mandatory for all industries?
Most industries operating boilers, DG sets, or process stacks are required to conduct periodic stack monitoring.
The frequency and parameters depend on:
Industry category
Fuel type
Consent conditions
SPCB directions
Always verify monitoring frequency in your Consent to Operate.
What is a stack emission monitoring report?
A stack emission monitoring report is the laboratory document that contains:
Sampling date and time
Stack details
Production load
Fuel type
Measured pollutant values
Oxygen percentage
Corrected emission values
Before filing the report, always review supporting data - not just the final numbers.
Is manual stack monitoring required if OCEMS is installed?
Yes.
Even where continuous monitoring (OCEMS) is installed, periodic manual monitoring is required for cross-verification and calibration.
Online sensors can drift over time.
Manual monitoring confirms system accuracy.

Harshal T Gajare
Founder, EHSSaral
Founder - EHSSaral| Partner - Perfect Pollucon | ISO 14001 Lead Auditor | Second-generation environmental professional simplifying EHS compliance for Indian manufacturers through practical, tech-enabled guidance.
Related Blogs
Consent to Establish (CTE) Explained: Process, Documents, Rules & Common Mistakes | EHSShala

Environmental Incident Response Guide for Indian EHS Professionals | EHSShala
Environmental Compliance Management in India: Systems vs Consultants Explained

Can You Transfer Hazardous Waste Responsibility in India? (What the Law Says)

MPCB Consent Guide: CTE, CTO, Renewal, Fees & Conditions | EHSShala

Form 3 Logbook Explained: Simple Guide for Indian Factories | EHSShala
Evolution of EHS in India - (Part 2) Post-Bhopal | EHSShala

EHSShala Start – Begin Your EHS Learning Journey in India
