
Water & Effluent Sampling Basics for Indian Factories | EHSSHala
Water Sampling Effluent Sampling ETP Monitoring Industrial Wastewater Environmental Compliance India EHS Monitoring ZLD Monitoring
Last updated:
|21 Feb 2026
Read time: 12 min read
A Practical Guide for Indian Factories & EHS Officers
Why This Article Exists
For three years, the ETP was running smoothly.
Lab reports were within limits.
Renewal applications were approved.
No major observations.
Then during inspection, one simple question came:
“From where exactly are you collecting the final outlet sample?”
The operator pointed to a chamber.
The officer looked again.
That chamber was before the final polishing tank.
The results were fine.
The treatment system was working.
But the sampling point was wrong.
And suddenly, everything became doubtful.
“Most effluent problems are not treatment problems. They are sampling point problems.”
This article exists to remove that confusion.
Not to scare you.
Not to quote rules.
Not to complicate chemistry.
Just to explain how water and effluent sampling actually works inside Indian factories.
If you understand sampling properly, inspections become predictable.
And predictable compliance is calm compliance.
What Is Effluent Sampling (In Simple Factory Language)
Effluent sampling means:
Collecting wastewater from your plant
Testing it for specific parameters
Comparing it with your Consent to Operate (CTO) limits
Keeping records
That’s it.
But the real purpose is not just testing water.
It is proving that your treatment system is under control.
Let’s remove confusion first.
In most factories, water flows in different streams:
Raw effluent – wastewater coming directly from process
Treated effluent – water after ETP treatment
Final discharge – the point where treated water leaves your premises or is reused
Domestic sewage – toilet and canteen wastewater handled in STP
Many compliance problems happen because these streams get mixed - physically or conceptually.
If sampling is not done at the correct stream, your report may not represent reality.
Sampling is not about collecting water.
Sampling is about collecting evidence.
Types of Water Sampling in Factories
In most factories, different wastewater streams exist at the same time.
The main problem is not that people don’t treat water.
The problem is that people mix streams (physically) or mix understanding (mentally).
So first, be clear which stream you are sampling.
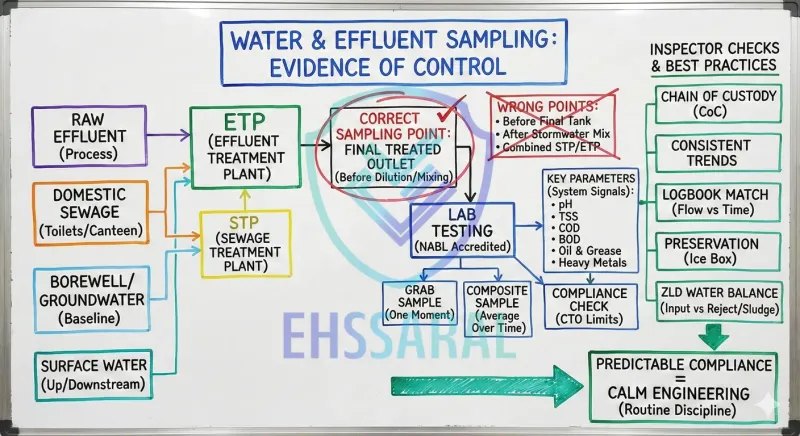
1) Trade Effluent Sampling (ETP Outlet)
This is your process wastewater treated in the ETP.
Sampling should be done at:
Final treated outlet
Before discharge
Before reuse
Before any dilution
Before mixing with stormwater
Before mixing with STP outlet
This sample is compared with your CTO limits.
If this point is wrong, everything else becomes doubtful.
2) Sewage / STP Outlet Sampling
This is domestic wastewater from:
Toilets
Washrooms
Canteen
It is treated in STP and should be treated and sampled separately.
Common confusion happens when:
STP and ETP discharge lines get mixed
Sampling is done from a combined chamber
Officers ask for STP and ETP results separately but records are merged
3) Borewell / Groundwater Sampling
This is not effluent.
It is monitoring of surrounding water quality, often for:
Baseline studies
Periodic monitoring
Specific consent conditions
Never mix borewell results with treated effluent results.
4) Surface Water (If Applicable)
If you discharge to a nallah/stream/river/creek, then upstream and downstream monitoring may be required.
Here sampling location accuracy matters even more.
5) RO Reject / ZLD Monitoring (If Applicable)
If you claim ZLD, officers may check:
RO reject quantity
Where RO reject goes (commonly to MEE or ATFD)
Evaporation system performance
Sludge generation vs water input
Reuse quantity
If water balance does not make sense, queries usually come.
Environmental Monitoring Guide for Indian Factories: Air, Water & Noise by EHSShala Team
The Most Important Question: Where Is Your Sampling Point?
This is the heart of the matter.
A proper sampling point must be:
After complete treatment
After final settling / polishing
Before any dilution
Before stormwater mixing
Before STP mixing
Safe and accessible (no risky hanging or slippery edges)
In many medium-scale units, sampling taps are installed correctly - but actual samples are collected from a nearby drain “for convenience”.
That small shortcut creates big compliance risk.
Below are examples of a proper final outlet arrangement:

What makes a sampling chamber “proper”
A proper final outlet chamber usually has:
Clear marking: “Final Treated Effluent Outlet”
No hidden bypass pipes
No stormwater entry
Safe standing space for sampling
Fixed sampling tap or defined collection point at reachable height
In many plants, a simple flow arrangement (like a small weir) for steady outlet flow
If sampling is done:
Before final tank
From equalization tank
After rainwater mixing
From tanker loading point
Then your report may not represent true discharge quality.
If this is feeling heavy, don’t worry.
A simple 5-minute monthly checklist is provided at the end of this article.
Stack Emissions Monitoring Basics for Indian Factories
Grab Sample vs Composite Sample - Why Results Differ
Many factory officers ask:
“Why did our sample pass but SPCB sample fail?”
In many cases, the reason is timing.
If your production load fluctuates during the day, one morning sample may not represent peak load.
Here is the simplest comparison:
Grab vs Composite (Quick Comparison)
| Feature | Grab Sample | Composite Sample |
|---|---|---|
| Collection method | One-time collection at one moment | Multiple small samples mixed over a time period |
| What it represents | That exact moment only | Average system performance over hours |
| Best used for | Stable operations, routine SME monitoring | Fluctuating loads, multiple shifts, variable production |
| Main risk | Can pass/fail based only on collection time | Needs planning and effort; not always used in SMEs |
Practical tip:
If your load spikes at peak production, try to collect routine samples closer to realistic load periods - not only at “good time”.
Parameters That Actually Tell You Something
Many articles list parameters like this:
pH
BOD
COD
TSS
Oil & Grease
Heavy Metals
But listing names does not help you manage a plant.
Let’s understand what these parameters actually indicate inside your system.
pH - Stability Indicator
If pH is:
Fluctuating daily
Frequently near upper or lower limit
It usually means:
Neutralization dosing is inconsistent
Equalization tank is not balancing load properly
Even if the report is within limit, unstable pH tells you the system is not calm.
Stable pH usually means upstream process control is stable.
TSS (Total Suspended Solids) - Settling Performance
If TSS is rising:
Final clarifier may be overloaded
Sludge removal may be irregular
Floc formation may be weak
If TSS is always very close to the limit, your settling tank is working too hard.
That is a system warning, not just a number.
COD (Chemical Oxygen Demand) - Overall Load
COD tells you total chemical load in wastewater.
If COD suddenly drops drastically without process change, ask:
Has dilution increased?
Has stormwater entered system?
If COD slowly increases over months:
Process load may have increased
Raw material change may have happened
Trend matters more than one value.
BOD (Biochemical Oxygen Demand) - Biological Load
Important especially where biological treatment exists.
If BOD removal efficiency is poor:
Aeration may be insufficient
Microbial health may be affected
Toxic shock load may have occurred
Again, this is system feedback.
Oil & Grease - Housekeeping Indicator
Common in:
Engineering units
Automobile units
Food industries
If oil & grease is high:
Oil traps may not be cleaned
Skimming may be irregular
Process leakage may exist
Sometimes the issue is not ETP design.
It is housekeeping.
Heavy Metals - Process Discipline Indicator
Seen in:
Electroplating
Pharma
Chemical industries
If metal levels fluctuate:
Chemical dosing may be inconsistent
Sludge handling may be weak
Segregation of streams may not be proper
Heavy metals are less forgiving.
Even small mistakes show up clearly.
The point is simple:
Do not see parameters as lab numbers.
See them as system signals.
“Stable numbers usually mean stable operations.”
How Often Should Sampling Be Done?
There is no universal answer.
Your Consent to Operate (CTO) decides:
Which parameters
What limits
What frequency
It may be:
Monthly
Quarterly
Half-yearly
Depending on category and conditions.
Never assume frequency based on neighboring factory.
Always refer to your own CTO.
Practical advice:
Maintain a visible monitoring calendar in your EHS room.
Missed sampling is usually not intentional.
It is usually poor tracking.
What Inspectors Usually Check During Water Monitoring Review
When officers review water compliance, they rarely look at only one report.
They usually check patterns.
Common focus areas include:
Exact sampling location
Whether sampling point matches CTO description
Lab accreditation details
Consistency in trends
Sudden “miraculous” improvement
Sludge disposal records
Flow meter readings
In many cases, officers prefer reports from NABL-accredited laboratories whose scope covers your required parameters.
Simple precaution:
Check lab’s NABL scope document
Ensure your required parameters are included
Check accreditation validity date
Using a lab whose accreditation has expired creates unnecessary discussion.
Another common cross-check:
Inspectors sometimes compare:
Lab sample collection time
ETP operator logbook flow reading
Pump running status
If sample time shows 11:30 AM but logbook shows zero flow at that time, suspicion arises.
Data consistency builds trust.
Inconsistent records create avoidable tension.
Common Effluent Sampling Mistakes Seen in Indian Factories
These are not deliberate violations.
They are usually habits that slowly became normal.
Common examples:
Sampling taken before final treatment
Sampling after dilution
Stormwater mixing unnoticed
STP and ETP lines mixed
Lab person collecting from wrong point
No sampling location marking
No record of exact sampling time
One very important mistake:
No Chain of Custody (CoC) Documentation
Chain of Custody means:
A signed form showing:
Who collected the sample
From where
At what time
In what container
Seal number (if applicable)
Who received it at the lab
Many factory teams hand over samples casually.
If later a dispute arises with SPCB, and CoC is missing, your defense becomes weak.
Chain of Custody is not paperwork formality.
It is legal protection.
Another mistake seen in SMEs:
Not checking whether lab’s NABL scope includes all tested parameters
Assuming all labs can test everything
Small gaps create large arguments later.
Preservation & Handling - Small Detail, Big Impact
Once sample is collected, handling matters.
Delays can change results.
For example:
BOD can change with time
pH can shift
Temperature affects biological parameters
Simple practical rules:
Use clean containers
Use glass bottles for Oil & Grease
Use plastic bottles for routine parameters and heavy metals
Ensure sample is transported promptly
Many labs bring ice boxes for preservation.
If sample sits in sun for hours before dispatch, results may not reflect actual discharge quality.
Again, not fear.
Just system discipline.
Water monitoring is not about impressing an officer.
It is about understanding what your treatment system is doing every day.
And when you see monitoring this way, numbers stop being stressful.
They become feedback.
One common real-life issue:
Sometimes a BOD result comes unusually high and everyone blames the ETP.
Later it turns out the sample was kept without cooling and reached the lab late.
So preservation is not “lab formality”.
It directly changes results.
If Your Result Is Above Limit - What To Do Calmly
This is the moment many officers feel pressure.
A report comes.
One parameter is above limit.
This is the moment many officers feel pressure.
First rule:
Do not hide it.
Second rule:
Do not blame the lab immediately.
One high value is a signal.
Repeated high values are a system issue.
Calm steps to follow:
Check ETP logbook for that day
Check dosing pump performance
Check aeration and flow
Check sludge removal
Review production load that day
Record internal findings
Take corrective action
Repeat sampling after correction
Documentation protects the EHS officer as much as it protects the company.
If you show:
You detected the issue
You corrected it
You monitored it
Then you demonstrate control.
That matters more than pretending perfection.
Trying to dilute or manipulate results creates bigger long-term problems.
Stable systems do not need shortcuts.
ZLD & Recycle Units - Extra Attention Required
Many factories today claim Zero Liquid Discharge (ZLD).
Meaning:
No treated water leaves the premises.
But claiming ZLD creates responsibility.
Officers may check:
Total water input
RO reject quantity
Evaporation system performance
Sludge generation
Water reuse quantity
If water balance does not make sense, questions arise.
In many cases, the issue is not intentional.
It is poor tracking of:
Inflow
Reject
Evaporation loss
Sludge moisture
If you claim ZLD, maintain a simple monthly water balance sheet.
Clarity avoids unnecessary suspicion.
What a simple monthly ZLD water balance should track
Total freshwater input (borewell/municipal/tanker)
RO permeate reused
RO reject sent to MEE/ATFD
Evaporation / dryer running record (hours)
Sludge quantity removed (and where sent)
Even a simple sheet like this reduces questions during inspection.
A Simple 5-Minute Monthly Self-Audit Checklist
You do not need a consultant for this.
Just 5 minutes every month.
Check:
Is final sampling point clearly marked?
Any leak or bypass visible?
Any stormwater entry risk?
Flow meter working properly?
Dosing pumps calibrated?
Sludge removal happening regularly?
Are last 6 reports showing stable trend?
Does ETP logbook flow match lab sampling time?
Is Chain of Custody maintained and filed?
Is lab NABL validity still active and scope proper?
If these 10 points are in control, 80% of water compliance stress disappears.
Most non-compliances start small.
Regular small checks prevent big surprises.
A Ground Reality Note From Experience
Effluent compliance is rarely about one bad day.
It is usually about:
Poor tracking
Inconsistent dosing
Unclear sampling point
Missing documentation
When systems are stable:
Sampling becomes routine
Reports become predictable
Inspections become simple
“Good effluent control does not require brilliance.
It requires consistency.”
Final Clarity: Sampling Is Evidence of Control
Let’s close this simply.
Water and effluent sampling is not a lab activity.
It is a mirror.
If your ETP is stable, sampling reflects stability.
If your system is unstable, sampling exposes it.
Do not fear sampling.
Use it.
When monitoring becomes part of daily discipline, compliance stops feeling like pressure.
It becomes routine engineering.
And routine engineering is calm engineering.
Based on common inspection observations across Indian manufacturing units.
Frequently Asked Questions
What is the correct sampling point in an ETP?
The final treated outlet after complete treatment and before any dilution or stormwater mixing.
Can SPCB collect surprise effluent samples?
Yes. Officers may collect independent samples at any time to verify compliance.
Is NABL lab mandatory for effluent testing?
Your Consent conditions decide, but NABL-accredited labs are widely accepted.
What is Chain of Custody in water sampling?
It is a signed document proving how the sample moved from collection to laboratory without tampering.
What happens if one effluent result exceeds limit?
Investigate, document corrective action, and monitor trend. Repeated exceedance indicates system instability.

Harshal T Gajare
Founder, EHSSaral
Founder - EHSSaral| Partner - Perfect Pollucon | ISO 14001 Lead Auditor | Second-generation environmental professional simplifying EHS compliance for Indian manufacturers through practical, tech-enabled guidance.
Related Blogs
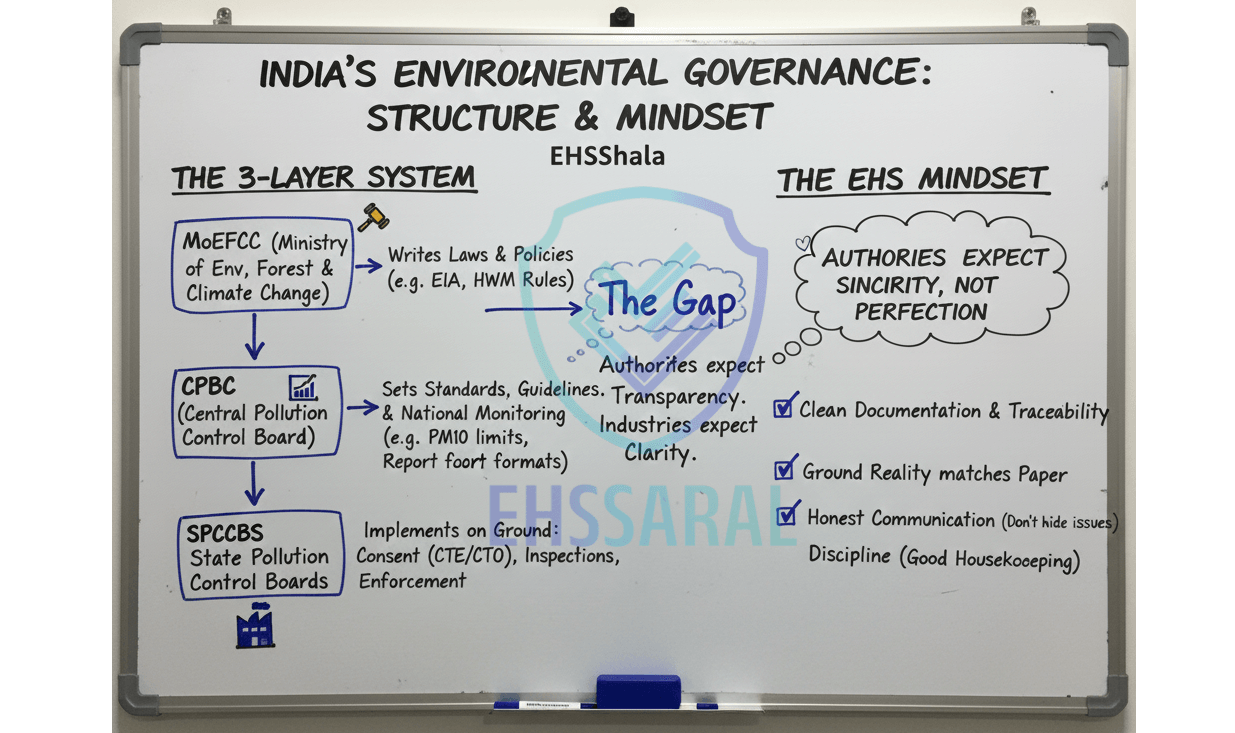
How MoEFCC, CPCB & SPCB Work in India: Expert Guide | EHSShala

Form 4 Annual Return Explained (Hazardous Waste - India) | EHSShala

Environmental Compliance for Pharmaceutical Manufacturing in India | EHSSaral

The Groundwater NOC Trap: Why Industrial Renewal Applications Are Rejected (2023–2025)
Transforming SME Compliance: Zero Surprise Failures in India | EHSSaral Research

Other Waste Streams in Indian Factories | Battery, E-Waste, Plastic & More | EHSShala

Managing Safety Without Authority: Handling Protected Contractors in Indian Plants | EHSSaral

Why Form IV Readiness Cannot Begin at the End of the Year
