
Isokinetic Sampling Basics: Simple Guide for Stack Monitoring | EHSShala
Air Pollution Control Boiler Emissions Industrial Chimney Isokinetic Sampling Stack Monitoring Stack Emission Testing Particulate Matter Environmental Monitoring
Last updated:
|27 Apr 2026
Read time: 11 min read
Isokinetic sampling is a stack emission testing method used to measure particulate matter accurately. In this method, the velocity of gas entering the sampling nozzle is kept equal to the velocity of gas flowing inside the stack. Matching these velocities prevents over-sampling or under-sampling of particles and ensures reliable emission results.
After years of supervising Stack Emission monitoring across different industries, one pattern is clear - most sampling errors are procedural, not mechanical.
Why Isokinetic Sampling Matters in Real Life
If you have ever handled stack emission monitoring in your factory, you have heard this word:
“Isokinetic sampling.”
For many junior EHS officers, this sounds technical and uncomfortable.
But let’s simplify it.
Isokinetic sampling is simply the correct way of collecting dust samples from a stack so that the result truly represents what is coming out of your chimney.
That’s it.
Nothing mysterious.
When dust levels in stack emission reports look abnormal, most people blame:
Boiler
Bag filter
ESP
Production load
But many times, the issue is not the pollution control system.
The issue is the sampling method.
“Wrong sampling can give wrong numbers - even if your system is working properly.”
And wrong numbers create:
Re-testing
Extra cost
Unnecessary panic
Confusion during renewal
Think of it like a blood test.
If the nurse collects the sample incorrectly, even the best laboratory cannot give a correct diagnosis.
Stack emission monitoring is similar.
If dust is not sampled correctly from the stack, the report cannot represent reality.
That is why regulators insist on isokinetic sampling for particulate matter testing in stacks.
The intention is simple:
Measure dust properly.
Not approximately.
Not casually.
Properly.
Once you understand the logic behind it, the fear disappears.
Environmental Monitoring for air, water, and noise
What “Isokinetic” Actually Means (In Simple Words)
Let’s break the word.
“Iso” means same.
“Kinetic” relates to motion or speed.
So isokinetic simply means:
Sampling at the same speed as the gas flowing inside the stack.
Now let’s make the “why” clear first.
Particle inertia (simple but powerful)
Heavy dust particles do not change direction easily.
Think like this:
A cricket ball goes mostly straight unless something forces it to turn.
But air from your mouth can bend and move around things easily.
Stack gas behaves like air.
Dust particles (especially heavier ones) behave like the cricket ball.
So if your sampling suction is not matched properly, gas can curve away or curve into the nozzle - but dust will not always follow the same path.
That is why speed matching matters.
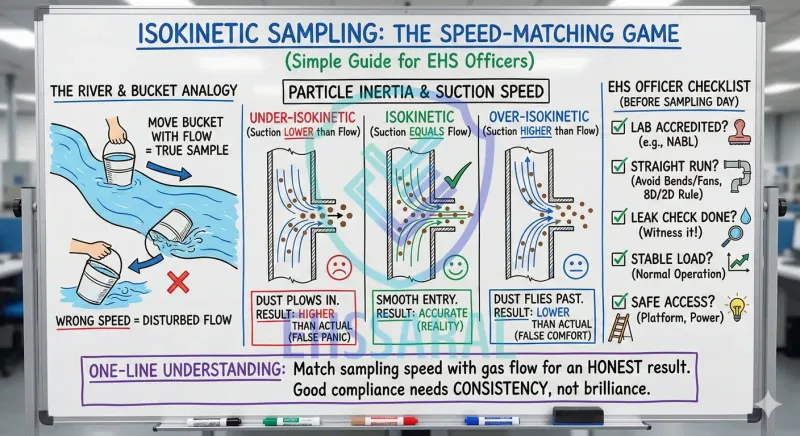
Now the easy visual (river & bucket)
Imagine a fast-flowing river.
If you want to collect a true sample, you should “move the bucket with the flow.”
If you dip it wrongly, you disturb the flow and the bucket does not capture what was naturally passing that point.
Inside the chimney, gas is moving upward at a certain speed.
Isokinetic sampling simply means:
The suction speed at the nozzle is kept close to the stack gas speed, so dust enters naturally without distortion.
What Is Isokinetic Sampling Technique?
Isokinetic sampling is a stack emission monitoring technique used to measure particulate matter (dust) emissions accurately.
In this technique, the velocity of gas entering the sampling nozzle is maintained equal to the velocity of gas flowing inside the stack.
This prevents over-collection or under-collection of particles and ensures the dust concentration reported represents actual emissions.
Once you see it this way, the concept becomes logical.
When the suction speed is properly matched with the stack velocity, dust enters the sampling nozzle as if it was never disturbed.
That is the whole goal.
Not over-collecting.
Not under-collecting.
Just collecting honestly.
What Happens If Sampling Is Not Isokinetic
This is where most confusion starts.
This part is counter-intuitive, but very important.
If suction speed is LOWER than stack gas speed (Under-isokinetic)
The gas stream tries to flow around the nozzle, like it is a small blockage.
But heavier dust particles have momentum and keep moving straight.
So dust still enters the nozzle, even though you collected a smaller volume of gas.
Result?
You end up with too much dust for the air volume collected.
So the reported concentration can come HIGHER than actual.
This creates false panic.
If suction speed is HIGHER than stack gas speed (Over-isokinetic)
The nozzle pulls extra air from the sides.
Air can bend and enter easily.
But heavier dust particles outside the direct path cannot make that sharp turn.
They fly past the nozzle.
Result?
You end up collecting more air but missing dust that should have come with that air.
So the reported concentration can come LOWER than actual.
This creates false comfort.
Both cases are wrong - just in different directions.
Non-isokinetic sampling can either miss heavier particles or oversample them depending on velocity mismatch, which is why regulators insist on maintaining isokinetic conditions.
And this is important to understand:
Stack dust measurement is not only about “limit exceeded” or “within limit.”
It is about whether the sampling was technically valid.
If iso-kineticity percentage in the report is too low or too high, the report may not be treated as technically reliable.
In most standards, iso-kineticity is expected roughly between 90% to 110% (some methods mention 95% to 115%).
If it is far outside this range, the test may need to be repeated.
This is why isokinetic sampling is not optional for particulate matter testing.
It protects both the regulator and the factory.
It ensures the result reflects reality.
How Is Isokinetic Sampling Velocity Calculated?
During stack monitoring, the sampling rate is adjusted so that the velocity of gas entering the nozzle equals the velocity of gas in the stack.
To determine this, sampling teams first measure:
Stack gas velocity
Stack temperature
Stack pressure
Moisture content
These parameters are used to calculate the correct sampling rate so that the isokinetic ratio stays close to 100%.
In practice, laboratories continuously adjust the suction rate during the test to maintain the correct velocity match.
EHS officers do not need to perform these calculations themselves, but understanding that these measurements control sampling accuracy helps when supervising stack monitoring.
What Is Non-Isokinetic Sampling?

Non-isokinetic sampling simply means the suction velocity at the nozzle does not match the stack gas velocity.
This results in biased dust collection - either higher or lower than actual.
In stack particulate monitoring, non-isokinetic sampling is considered technically incorrect and may make the report unreliable.
Understanding the Isokinetic Sampling Diagram
In most technical diagrams, three situations are shown:
Under-isokinetic sampling - nozzle velocity lower than stack velocity.
Heavy particles continue straight and enter the probe, giving higher readings.
Correct isokinetic sampling - nozzle velocity matches stack velocity.
Particles enter the probe naturally, giving accurate results.
Over-isokinetic sampling - nozzle velocity higher than stack velocity.
Extra air enters the probe while heavy particles miss the nozzle, giving lower readings.
These diagrams help explain why velocity matching is critical for reliable particulate monitoring.
Conditions Required for Proper Isokinetic Sampling
For isokinetic sampling to be valid, certain basic conditions must be met:
The sampling nozzle velocity must match the stack gas velocity.
The sampling point should have sufficient straight run (generally around 8-10 duct diameters before major bends or fans).
The system must be leak-proof before and during sampling.
Production load should be stable.
Proper traverse across the stack cross-section must be performed.
The sampling equipment should be calibrated and in working condition.
If these conditions are not met, even a technically performed test may not represent reality.
Environmental Monitoring (Air + Water + Noise)
Where Is Isokinetic Sampling Used in Stack Emission Monitoring
You will normally see it in stacks where particulate matter (dust) is being measured.
Common examples:
Boiler Stacks
Coal, briquette, or biomass boilers generate ash particles.
Velocity can fluctuate depending on load.
Isokinetic sampling is critical here.
Boiler velocity changes with load, so if sampling is done during low load, the report may not represent normal operation.
DG Set Stacks
Diesel generators produce soot and fine particles.
Stack diameter is smaller.
Flow pattern is different from large boilers.
DG stacks are smaller and often at lower height, so access and safe positioning become the main practical challenge.
Bag Filter Outlet Stacks
After dust collection, emissions are expected to be low.
If sampling is wrong, results may look artificially high or suspiciously low.
If values are suddenly “too low” or “too perfect,” it can look suspicious unless your operating log and maintenance records support it.
ESP (Electrostatic Precipitator) Outlet
Large thermal plants and some heavy industries use ESP.
Gas velocity profile may not be uniform.
Proper traverse and isokinetic matching become important.
ESP outlet ducts can have uneven velocity across the cross-section, so proper traverse discipline matters more here.
Wet Scrubber Outlet
In chemical industries, scrubbers are common.
Moisture presence makes sampling more complex.
But dust measurement still requires isokinetic conditions.
Moisture can create condensation issues, so ensure the sampling team handles drying and leak checks properly.
Each stack behaves slightly differently.
But the principle remains same:
Match the suction speed with gas velocity.
Isokinetic Sampling Method (Method 5 & Method 17)
In many regulatory frameworks, isokinetic sampling follows standard methods.
Internationally, EPA Method 5 is commonly referenced for particulate matter testing.
Method 17 is another variation used in certain conditions where particulate is collected directly in the stack without impingers.
In India, laboratories often follow CPCB-approved procedures that are aligned with these international methods.
As an EHS officer, you do not need to memorise these methods.
But knowing that sampling follows recognised standard procedures strengthens your understanding and discussions with labs or inspectors.
CPCB Guidelines for Isokinetic Sampling for source emission monitoring
Indian Practice vs EPA Methods (Simple Understanding)
In India, stack monitoring is generally carried out as per CPCB guidelines, which are aligned with international practices.
Globally, US EPA Method 5 and ISO 9096 are widely referenced for particulate sampling.
In practical terms:
- CPCB procedures follow similar isokinetic principles
- EPA Method 5 provides detailed procedural steps and calculation methods
- ISO 9096 focuses on standardized measurement and reporting
For most Indian industries, laboratories follow CPCB-approved methods that are conceptually aligned with these standards.
As an EHS officer, you do not need to compare methods in detail.
But understanding that your test follows globally accepted principles strengthens your confidence during audits and inspections.
What You Will See on Sampling Day (And What to Observe)

As an EHS officer, you usually supervise.
You may not operate the machine.
But you should observe certain things.
When the sampling team arrives, you will typically see:
A stack sampling console
Flexible hoses
A probe inserted into the sampling port
A small nozzle at the tip
A pitot tube for velocity measurement
A filter holder assembly
Quick officer cues while observing setup:
Pitot tube: watch that velocity is measured properly, not rushed, and not only near the wall.
Nozzle: confirm nozzle is chosen after velocity measurement, not randomly.
Filter holder: ensure it is tightened properly; loose fitting can cause leakage and ruin the sample.
If these three are done correctly, most sampling problems reduce automatically.
Straight Run of Stack

Sampling port should not be immediately after a bend, fan, or damper.
Gas should have a straight run before the sampling point.
If gas is swirling (cyclonic flow), isokinetic sampling becomes unreliable.
As a simple rule:
Avoid sampling just after bends or disturbances.
Gas should be stable and uniform.
You do not need to quote formulas.
Just check location practically.
Isokinetic Sampling Equipment

A typical isokinetic sampling system (often called a sampling train) includes:
Sampling probe with interchangeable nozzle
Pitot tube for velocity measurement
Heated filter holder assembly
Impinger box (to collect moisture, where applicable)
Dry gas meter for measuring sampled volume
Control console with pressure and temperature gauges
You are not expected to operate this system.
But recognising its components helps you supervise the process confidently.
When basic setup is correct, half the battle is already won.
Most stack emission monitoring issues do not happen because of complex science.
They happen because of poor preparation.
Equipment Calibration and Maintenance (Often Ignored but Critical)
Accurate isokinetic sampling depends heavily on equipment condition.
Key components that require regular calibration:
- Pitot tube (velocity measurement)
- Dry gas meter (volume measurement)
- Temperature sensors
- Pressure gauges
If these instruments are not calibrated, even a properly executed test can give incorrect results.
Basic field checks you can observe:
- Calibration certificates are available and valid
- No visible damage to probe or nozzle
- Hoses are not cracked or leaking
- Filter holder is properly sealed
Good laboratories follow strict calibration schedules.
As an EHS officer, you do not need to verify calculations - but checking calibration records adds confidence to the report.
Common Mistakes in Isokinetic Sampling
Even when the correct equipment is used, errors can occur during sampling. Common issues include:
Selecting the wrong nozzle size
Skipping the leak check before sampling
Sampling too close to bends or fans in the stack
Not maintaining stable production load during testing
Incomplete traverse across the stack cross-section
Most sampling problems in industry are procedural rather than mechanical.
Proper supervision and preparation usually prevent these errors.
What Usually Goes Wrong on Site (Ground Reality)
In practice, stack monitoring often becomes routine.
Call lab.
Take sample.
Receive report.
File it.
But small operational gaps slowly build up.
Here are common things seen across many units.
Sampling Port Location Is Poor
Port is placed:
Immediately after a bend
Near a fan outlet
At a very low height
At an unsafe location
Gas flow becomes unstable.
Swirling happens.
Even if the lab tries to maintain isokinetic condition, accuracy suffers.
Example:
In many medium-scale boiler units, the sampling port is installed just after an induced draft fan. In such cases the gas flow becomes turbulent, making accurate isokinetic sampling difficult. Relocating the sampling port to a proper straight section of duct often improves measurement reliability.
Platform Is Unsafe or Inconvenient
Narrow ladder.
No proper platform.
No railing.
Sampling team rushes.
When the setup is uncomfortable, attention reduces.
And stack sampling requires patience.
Leak Check Is Skipped or Done Casually
As discussed earlier, this is very common.
Small leak in hose or joint.
Volume reading gets affected.
Iso-kineticity percentage moves out of range.
Later, when report shows unusual values, confusion starts.
Production Load Is Not Stable
Sampling is done:
During low production
During start-up
During temporary shutdown of pollution control system
Report may look very good or very bad.
But it does not represent normal operation.
During inspection or renewal, historical data comparison raises questions.
Calibration Records Are Not Available
Sampling equipment must have calibration records.
Flow meters.
Temperature sensors.
Pressure gauges.
If records are missing, even a technically correct sample may be questioned.
This is avoidable stress.
Consultant Is Rushing
Sometimes sampling team has multiple sites in one day.
They may try to finish quickly.
Traverse points reduced.
Time shortened.
Documentation incomplete.
As EHS officer, your calm supervision matters.
You are not interfering.
You are ensuring correctness.
Troubleshooting Isokinetic Sampling Issues (When Values Don’t Make Sense)
Sometimes the report comes, and something feels off.
Dust is too high.
Or too low.
Or iso-kineticity is outside range.
Instead of repeating the test blindly, a quick diagnosis helps.
If iso-kineticity is consistently LOW (below range):
- Check if suction rate was insufficient
- Verify if nozzle size was too small
- Confirm pitot readings were taken properly
- Check for blockage in probe or nozzle
If iso-kineticity is consistently HIGH (above range):
- Suction rate may be too high
- Nozzle size may be larger than required
- Leakage in system may be affecting readings
If dust values suddenly increase:
- Check production load during sampling
- Verify pollution control system performance
- Confirm if sampling location is correct
If dust values suddenly drop unusually low:
- Check for over-isokinetic sampling
- Confirm filter integrity
- Verify that traverse was done properly
In many cases, repeating the test without correcting the root cause leads to the same confusion again.
Real Example from Industry (Why Location Matters)
In one mid-sized boiler unit, repeated stack reports showed inconsistent dust values.
Some reports were well within limits.
Others were unexpectedly high.
The issue was not the boiler or pollution control system.
The sampling port was installed just after an induced draft fan.
This caused turbulent and swirling flow inside the duct.
Even when isokinetic conditions were attempted, results were inconsistent.
After relocating the sampling point to a proper straight section of duct, the readings became stable and reliable.
Small setup decisions can create large measurement errors.
What You Should Check Before Sampling Day
Good stack monitoring starts one day before sampling.
Not when the lab arrives.
Here is a simple checklist you can follow.
Ensure Lab Accreditation
Always confirm that the laboratory is accredited (for example, NABL accredited for stack monitoring).
This is one of the first things regulators check.
If lab itself is not recognised, the report loses strength.
Check Sampling Port Condition
Proper diameter
Easy probe insertion
No obstruction
Cap available
If port is blocked or damaged, sampling becomes inaccurate.
Confirm Straight Run
Try to ensure the sampling point has a straight run before it.
In practice, sampling points are usually kept roughly 8-10 duct diameters away from major disturbances like bends, dampers, or fans.
If the port is immediately after a bend or fan, gas can swirl and results become unreliable.
Stabilise Production Load
Inform production team in advance.
Sampling should be done during:
Normal operating load
Pollution control system fully running
Not during temporary low load.
Consistency matters.
Ensure Safe Access
Stable platform
Lighting
Power availability
When setup is smooth, sampling quality improves.
Keep Previous Reports Ready
Keep last 2-3 stack reports accessible.
This helps you:
Compare trends
Identify sudden changes
Answer queries confidently
Preparation reduces panic.
How Stack Monitoring Reports Are Usually Reviewed
Many EHS officers think regulators only check whether value is below limit.
Reality is slightly more detailed.
Here is what is commonly observed during review.
Lab Accreditation Comes First
Reviewing officers usually check lab accreditation details before reading numbers.
If the lab is not properly accredited for stack monitoring, the rest of the report loses strength - even if the values look fine.
Iso-Kineticity Percentage
There will be a value mentioned in report.
This shows how close sampling speed matched stack gas speed.
If this percentage is far outside acceptable range, report validity may be questioned.
You do not need to calculate it.
Just look at the number.
Consistency With Previous Data
If last three reports show dust around similar range, and suddenly one report shows extremely low value, it may raise curiosity.
Similarly, sudden unexplained spike also attracts attention.
Trend consistency matters.
Flow Rate Logic
If gas flow, temperature, and dust values look disconnected from each other, report may appear unrealistic.
Most reviewing officers have seen hundreds of reports.
They can sense when data looks unusual.
“Too Good To Be True” Readings
Very low values sometimes create more questions than slightly elevated ones.
If a boiler historically shows 80-90 mg/Nm³ and suddenly report shows 5 mg/Nm³, it may invite queries.
The goal is not to scare you.
The goal is to help you understand how reports are seen.
Clarity reduces stress.
By this point, you have the full picture:
Why the concept exists, what goes wrong when speed is mismatched, what to check on sampling day, and how reports are typically reviewed.
So now you can summarise it in one line.
One-Line Understanding
Isokinetic sampling means collecting dust from a stack at the same speed as the gas is flowing, so the result truly represents actual emissions.
That is the full concept.
Stack monitoring may look technical.
But once you understand the logic, it becomes manageable.
It is not about memorising formulas.
It is about:
Matching speed
Preparing properly
Supervising calmly
Good compliance does not need brilliance.
It needs consistency.
Frequently Asked Questions
What is isokinetic sampling technique?
Isokinetic sampling is a stack monitoring technique where the velocity of gas entering the sampling nozzle is maintained equal to the stack gas velocity. This ensures accurate particulate matter measurement.
Why is isokinetic sampling important?
It prevents over-sampling or under-sampling of dust particles. Without velocity matching, reported emissions can appear artificially high or low.
What are the conditions for proper isokinetic sampling?
Key conditions include velocity matching, sufficient straight run, leak-proof system, stable production load, and calibrated equipment.
What is Method 5 in isokinetic sampling?
EPA Method 5 is a widely referenced standard for stack particulate monitoring using isokinetic sampling principles. Many Indian procedures align with similar methodology.
What happens in non-isokinetic sampling?
If suction speed does not match stack gas speed, dust concentration readings become biased and technically unreliable.
What equipment is used for isokinetic sampling?
Typical equipment includes a sampling probe with interchangeable nozzle, pitot tube for velocity measurement, heated filter holder, impinger box, dry gas meter, and a control console that regulates suction during the test.

Harshal T Gajare
Founder, EHSSaral
Founder - EHSSaral| Partner - Perfect Pollucon | ISO 14001 Lead Auditor | Second-generation environmental professional simplifying EHS compliance for Indian manufacturers through practical, tech-enabled guidance.
Related Blogs

EBWGR Certificate: Eligibility, Process, Cost & Records
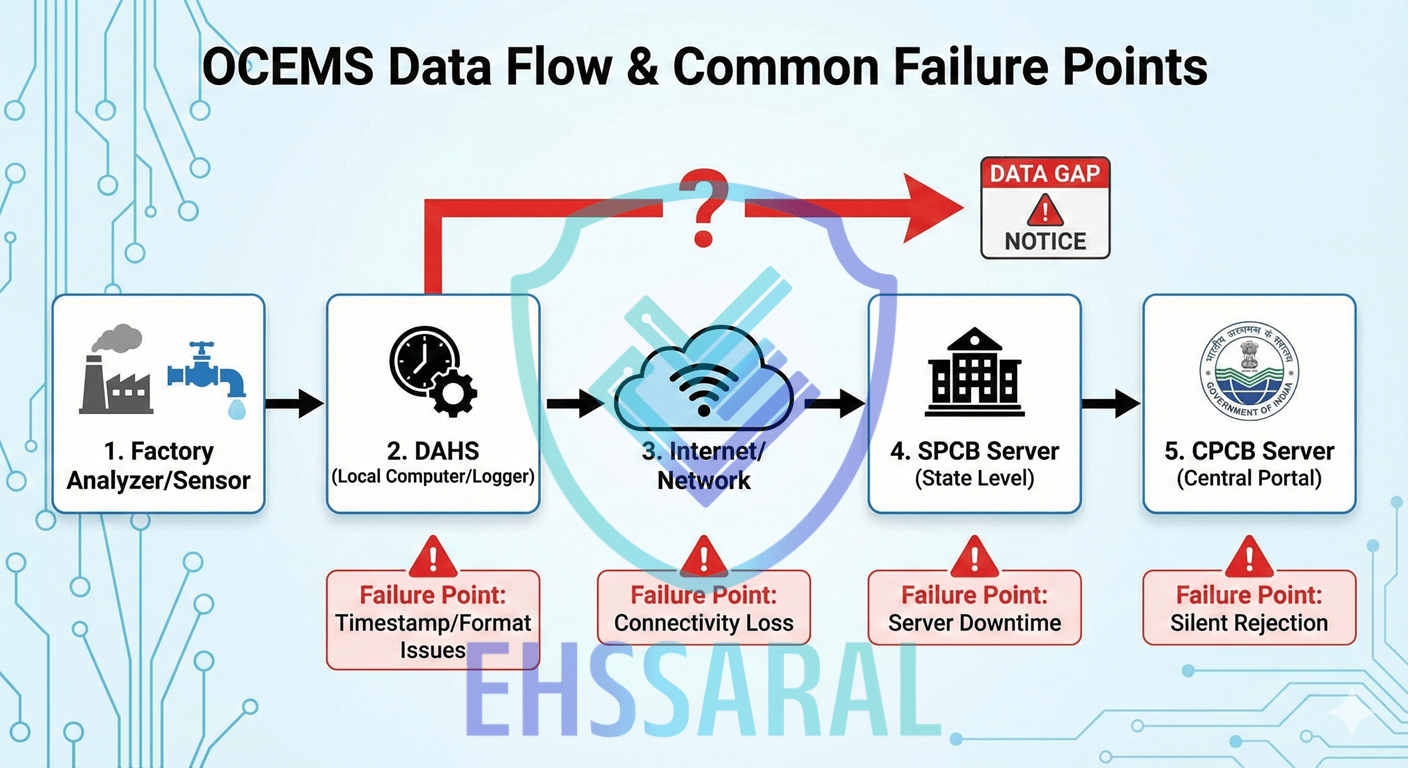
OCEMS Data Gaps Explained: Why CPCB Rejects Data & How to Fix | EHSSaral

Why Running Factories Are Getting Closure Notices in 2026 | EHSSaral
Environmental Compliance Calendar Software – Simplify MPCB Renewals & Due Dates | EHSSaral

Other Waste Streams in Indian Factories | Battery, E-Waste, Plastic & More | EHSShala
Why We Wrote The Indispensable EHS Officer Book (A Realist Guide for India) | EHSSaral
CTO Auto-Renewal: Capital Investment Rules 10% & 30% | EHSSaral

Plastic Waste Management Rules (2022): Practical Guide for Indian Factories | EHSShala
