 ehssaral.webp)
Environmental Monitoring Checklist for Factories (India Guide) | EHSShala
ETP Monitoring OCEMS Environmental Monitoring Environmental Compliance India EHS Checklist Factory Compliance Stack Monitoring Effluent Monitoring
Last updated:
|24 Mar 2026
Read time: 15 min read
Environmental Monitoring Checklist for Factories (India Guide)
A practical, factory-ready system for Indian EHS professionals
Environmental monitoring checklist for factories in India covering air, water, noise, and hazardous waste compliance in a practical, audit-ready format.
Environmental monitoring in Indian factories usually does not fail because one number suddenly crosses the limit. It fails because small system gaps are ignored over time. Sampling points are not ready, process conditions are not normal, reports are filed without review, and data mismatches stay unexplained. This guide gives a practical environmental monitoring checklist for Indian EHS professionals covering pre-monitoring readiness, on-site verification, post-report review, monthly checks, and system validation.
What This Guide Covers
- Why monitoring problems rarely start with limits
- What environmental monitoring actually means on site
- Where monitoring usually breaks
- Pre-monitoring checklist
- On-site monitoring checklist
- Post-monitoring checklist
- Monthly compliance review checklist
- System validation checklist
- What to do when something fails
- Industry-specific monitoring add-ons
- Hazardous waste monitoring checks
- The human side of monitoring
- Where monitoring is moving
- A simple monitoring system that actually works
Why Monitoring Problems Rarely Start with Limits

Most people think environmental monitoring problems start when limits are crossed.
In real factories, that is rarely true.
Problems usually start much earlier. Small things get ignored:
- Sampling point not ready
- Equipment not working properly
- Report received but never reviewed
These look like minor issues on that day.
But over time, they build into bigger gaps.
“Most compliance issues don’t start when limits are crossed. They start when the system becomes casual.”
This is why some plants get surprised during inspections.
They feel everything is under control. Reports are there. Numbers look fine.
But when someone looks closely, the system does not hold.
What Environmental Monitoring Actually Means on Site
Before going into checklists, it is important to be clear about what we are managing.
Environmental monitoring is not just one activity.
It includes multiple things happening at different places in the plant:
- Stack emission monitoring (boilers, DG sets, process stacks)
- Effluent monitoring from ETP or STP
- Ambient air quality monitoring
- Noise monitoring (plant boundary, DG sets)
- Hazardous waste storage and handling checks
Each of these has:
- Different frequency
- Different parameters
- Different sampling methods
And most importantly - different chances of failure.
For a junior EHS officer, all of this can feel scattered.
But on site, it is actually one system.
If one part becomes weak, it starts affecting the overall compliance picture.
Where Monitoring Usually Breaks (What Actually Happens)
This is where most people will recognize their own plant.
Monitoring rarely fails in a dramatic way.
It breaks in small, routine situations.
Before Monitoring
This is the stage most people underestimate.
Some common situations:
- Stack platform is not safe, so sampling is postponed
- Ladder access blocked with stored material
- Stack port sealed or damaged, technician cannot use it
- ETP not running properly on that day
So what happens?
Lab comes. Waits. Adjusts. Sometimes takes sample in compromised condition. Sometimes leaves and reschedules.
And slowly, the monitoring schedule starts drifting.
During Monitoring
On paper, this is the most controlled stage.
In reality, this is where silent errors happen.
Common situations:
- Technician samples from easier point instead of correct one
- DG set is running at low load, not actual condition
- Process is partially shut, but sampling still happens
- No one from plant supervises the activity
Everything gets done.
Report also comes.
But the data does not represent actual plant conditions.
After Monitoring
This is where maximum problems start.
Not because of wrong data.
Because of no attention.
Common situations:
- Report received on email, never checked properly
- Same value repeated for months, no one notices
- One month report missing, but no tracking system
- Units mismatch (mg/L vs ppm), but ignored
“In many factories, monitoring is done. But not managed.”
This is the real issue.
Most plants don’t fail because they don’t know what to do.
They fail because no one is tracking whether it is actually being done.
How to Use This Checklist (Before You Jump In)
Before going into detailed checklists, one important point.
This is not a document to be filled after everything is over.
It should be used:
- During actual monitoring activity
- While preparing for lab visit
- While reviewing reports
Keep it simple:
- One printed copy near your desk
- One soft copy on your system
- Responsibility clearly assigned
If responsibility is not clear, checklist becomes paperwork.
If responsibility is clear, checklist becomes control.
Environmental Monitoring Checklist Structure
Instead of one long list, we will break it into practical stages.
This matches how work actually happens on site.
- Pre-Monitoring (Before lab arrives)
- During Monitoring (On-site activity)
- Post-Monitoring (After report comes)
- Monthly Review (System check)
- System Validation (Data reliability check)
If you follow these five stages properly, most monitoring issues reduce automatically.
1. Pre-Monitoring Checklist (Before Lab Visit)

This stage decides whether your monitoring will be meaningful or not.
If preparation is weak, even a good lab cannot help.
Consent Understanding (CTO / EC)
Start with basics.
- Latest Consent to Operate available
- Environmental Clearance conditions (if applicable)
- Parameters clearly identified
- Frequency understood
In many plants, this itself is not clear.
Old consent is followed. New conditions missed.
Then monitoring is done - but not as per requirement.
Pollution Control Board requirements
Sampling Point Readiness
This is one of the most common ground-level issues.
Check:
- Stack sampling port available and usable
- Platform safe and accessible
- Ladder condition okay
- Effluent sampling point clean and reachable
For stack monitoring, do not just check whether the port exists. Check whether it is practically usable and whether the access arrangement supports safe and proper sampling. Many factories have a sampling point on paper, but not in a condition that supports correct monitoring in real life.
Many times, sampling point exists.
But practically, it is not usable.
That difference matters.
Equipment Check
Before lab comes, basic equipment status should be known.
- Flow meter working
- pH meter calibrated
- Pumps operational
- Power supply available
If these are not working, sampling may still happen.
But the data will not be reliable.
Process Condition
This is very important.
Sampling should represent normal operation.
Check:
- Production running at normal load
- No shutdown or abnormal condition
- ETP / STP running properly
“Sampling during unstable conditions creates misleading data.”
Lab Selection
One practical mistake seen often is selecting a lab based only on convenience.
Always check:
- NABL accreditation
- Approval or acceptance by the relevant Pollution Control Board
- MoEF&CC recognition wherever applicable for the required work
If the lab is not properly approved for the required monitoring, the report may create trouble later even if the values look fine.
A Small Habit That Changes Everything
Before every monitoring activity, take 5 minutes and just walk through the plant.
- Look at stack
- Look at ETP
- Look at access
You will immediately know if something is not ready.
This small habit prevents last-minute confusion.
2. On-Site Monitoring Checklist (During Activity)
This is the stage where most people feel things are under control.
Lab has come. Sampling is happening. Work is moving.
But this is exactly where silent mistakes happen.
Not because of intention.
Because no one is really watching closely.
Lab Coordination
Start with basic clarity.
- Lab technician identity verified
- Equipment brought is as per requirement
- Parameters understood by technician
Don’t assume everything is correct.
A 2-minute conversation at the start avoids confusion later.
Sampling Verification
This is critical.
Check:
- Correct stack or point is selected
- Sampling port actually used (not bypassed)
- Correct method followed
For stack monitoring:
- Isokinetic sampling should be followed for particulate matter
In many cases, sampling gets done.
But not from the correct condition or method.
And this difference is not visible in the report.
Stack & ETP Reality Checks
Some things you should physically observe:
For Stack:
- Is the port actually usable or just present?
- Is the technician able to insert probe properly?
- Is the platform stable enough for proper work?
For ETP:
- Is there any bypass line open?
- Is flow actually passing through treatment?
- Is sampling being done from final discharge point?
These are simple checks.
But they directly affect data credibility.
Process Observation
Do not just stand near the technician.
Look at the plant condition.
- Any visible emissions from stack?
- Any unusual odour?
- Any fluctuation in process?
If process is not stable, data will reflect that.
Or worse - not reflect it correctly.
Documentation During Monitoring
Many problems start because documentation is weak.
Ensure:
- Field data sheet is filled properly
- Time and date recorded correctly
- Signatures taken
- Photos taken if needed
This becomes your proof later.
Not the report alone.
The 5-Minute Pre-Monitoring Briefing (Most Plants Skip This)
This one habit changes monitoring quality completely.
Before the lab arrives, quickly inform:
- Shift supervisor
- Operator (ETP / boiler)
- Maintenance person
Say clearly:
“Lab is coming. Keep process normal. Don’t adjust anything.”
This avoids common issues:
- Operator reducing load to “show better result”
- Maintenance doing repair during sampling
- Someone stopping process thinking it helps
Monitoring is not an exam to pass.
It is a system to understand your plant.
3. Post-Monitoring Checklist (After Report Comes)
This is the most ignored stage.
And also the most important one.
Because this is where data becomes decision.
Report Validation
When report comes, do not just file it.
Check:
- All required parameters are covered
- Units are correct
- Values are within limits
Many times, report is correct.
But no one reads it properly.
Data Review
This is where experience starts building.
Compare:
- Current report vs previous reports
- Any sudden increase or decrease
- Any unusual pattern
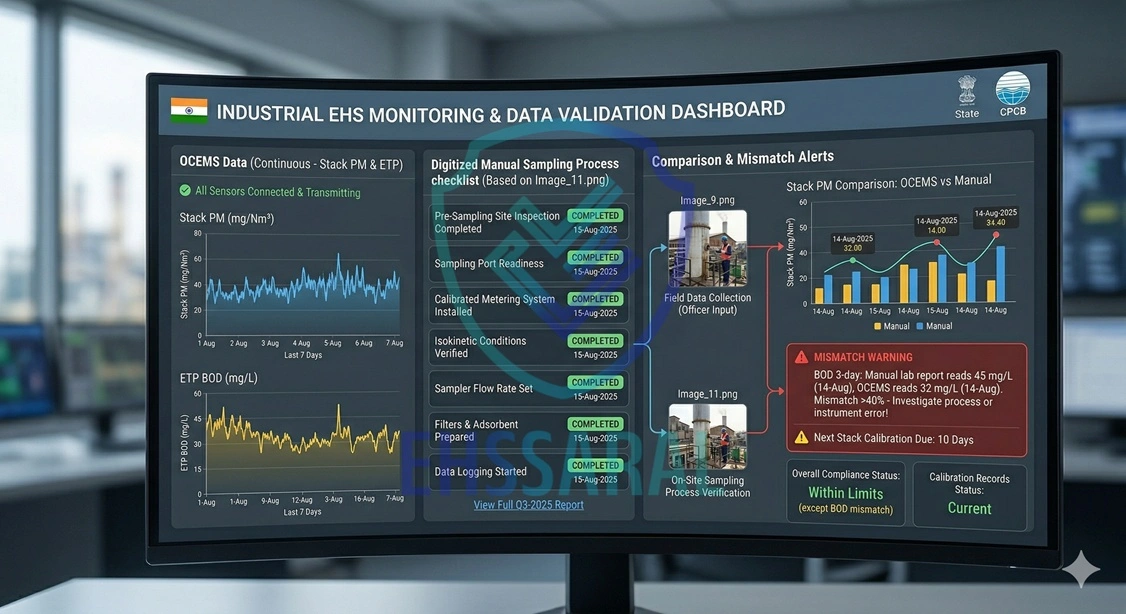
Also check whether the report broadly aligns with process reality and past trends. If your plant has OCEMS, do a quick comparison at review stage, but keep the detailed mismatch analysis for the monthly system validation step. That is where this issue should be reviewed properly.
Ignoring it creates bigger problems later.
Record Keeping
Good record keeping reduces stress during inspection.
Ensure:
- Report stored in proper folder
- Soft copy + hard copy available
- Easy to retrieve when needed
In many plants, data exists.
But cannot be found when required.
That creates panic.
Action Tracking
If everything is within limits, good.
If not, act immediately.
- Identify issue
- Note it properly
- Plan corrective action
“Data is useful only when it leads to action.”
What to Do When Something Fails (CAPA Made Practical)
This is where most EHS officers feel pressure.
A value crosses limit.
First reaction is usually panic.
But handling this properly actually builds trust.
Step 1: Verify First
Before reacting, check:
- Was sampling done correctly?
- Was process stable?
- Any temporary disturbance?
Do not assume result is wrong.
But do not assume it is final truth either.
Step 2: Identify Real Cause
Look at actual plant condition.
Common causes:
- ETP overloaded
- Scrubber not working properly
- Bag filter damage
- Production spike
Avoid vague thinking.
Be specific.
Step 3: Record Properly (This Is Where Most People Struggle)
Many people write very generic statements.
That creates doubt.
What NOT to write:
“Temporary issue. Will improve.”
What to write:
“Stack PM observed at 142 mg/Nm³ (limit 50, as per latest notification).
Root cause: Bag filter rupture identified on 15-May.
Filter replaced on 18-May.
Re-monitoring planned on 25-May.”
This shows:
- You understand the issue
- You have taken action
- You are tracking it
That builds confidence.
50 mg/Nm³ Emission Limit in India: Is Your Chimney Ready? (SME Guide)
Step 4: Fix and Re-Monitor
After corrective action:
- Stabilize process
- Take repeat sample
- Check improvement
“Trying to hide data creates bigger problems later.”
Honest systems always perform better in the long run.

Harshal T Gajare
Founder, EHSSaral
ISO 14001 Lead Auditor | Second-generation environmental professional simplifying EHS compliance for Indian manufacturers through practical, tech-enabled guidance.
Related Blogs

EHSShala Foundations - Core Environmental Basics for EHS Officers

Why BMW Inspections Feel Stricter Today (India) | EHSSaral
 ehssaral.webp)
Hazardous Waste Form 4 Portal Errors (MPCB & GPCB Fix Guide)

Consent to Operate (CTO) Explained for Indian Factories | EHSShala

Isokinetic Sampling Basics: Simple Guide for Stack Monitoring | EHSShala

Is There Truly Free Environmental Compliance Software in India? (An Honest Answer) | EHSSaral
CTO Auto-Renewal: Capital Investment Rules 10% & 30% | EHSSaral
 EHSSaral v1.png)
Blue Category MPCB 3-Year Consent Validity for Recyclers (2026) | EHSSaral
