Sampling Basics for Air, Water & Noise EHS Officer Guide | EHSShala
EHS Basics
Last updated:
|27 Apr 2026
Read time: 15 min read
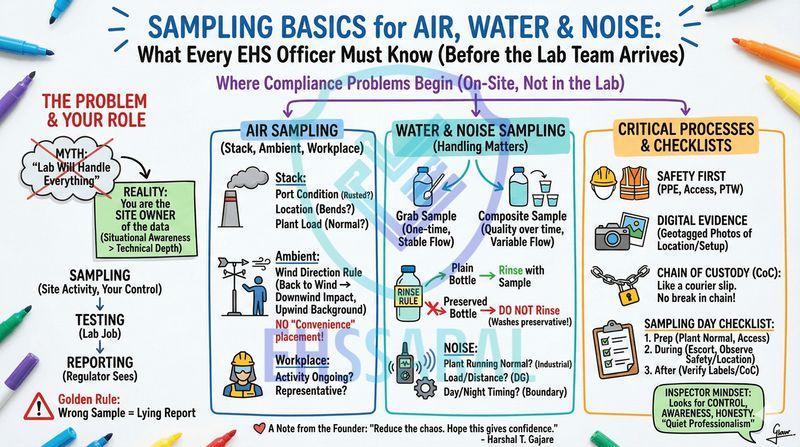
What Every EHS Officer Must Know (Before the Lab Team Arrives)
Why Sampling Is Where Most Compliance Problems Begin
Most compliance problems do not start in the lab.
They start quietly, on site, during sampling.
A plant can have:
- A good ETP
- A reputed NABL lab
- Past “okay” reports
And still receive a notice.
Why?
Because sampling was treated as a formality, not a process.
In many factories, sampling day looks like this:
The lab team arrives.
The EHS officer escorts them.
Sampling happens.
Everyone signs.
Work resumes.
No questions asked.
No checks done.
It feels routine.
Until an inspection happens.
“Can you explain how this sample was collected?”
That is usually where panic starts.
The Dangerous Belief: “Lab Will Handle Everything”
This belief is very common.
And very risky.
Many EHS officers genuinely feel:
- “I’m not a lab person”
- “They are trained, they know better”
- “If something is wrong, lab will adjust”
This is not laziness.
It is uncertainty.
But here is the reality:
The lab is responsible for testing.
You are responsible for sampling on your site.
If sampling is wrong:
- The report becomes weak
- The data becomes questionable
- The explanation becomes defensive
And inspectors do not like defensive explanations.
Why Most Environmental Non-Compliance Is a System Failure, Not Intent
What Sampling Actually Means (In Simple Words)
Let’s clear one confusion properly.
Sampling vs Testing vs Reporting
- Sampling
How and from where the sample is collected.
This happens at your site. - Testing
What analysis is done in the lab.
This is the lab’s job. - Reporting
What finally goes to the Board.
This is what inspectors see.
If sampling is incorrect, even the best testing cannot save the report.
A perfect test on a wrong sample is still wrong.
The Real Role of an EHS Officer During Sampling
During sampling, you are not:
- A helper
- A watcher
- A signatory
You are the site owner of the data.
Inspectors assume one thing very clearly:
“If sampling happened on this site, the EHS officer was aware of it.”
They don’t expect you to know lab chemistry.
They do expect you to know:
- Where the sample was taken from
- Whether the plant was running normally
- Whether the method made sense
You don’t need technical depth.
You need situational awareness.
Why Inspectors Focus So Much on Sampling
Many officers don’t distrust labs.
They distrust process shortcuts.
From inspection experience, sampling issues usually indicate:
- Process manipulation
- Temporary adjustments
- Poor internal control
Even honest plants get flagged because:
- The explanation sounds weak
- The site looks unprepared
- The EHS officer looks unsure
Inspectors read confidence silently.
A calm, clear explanation builds trust faster than any document.
CPCB – Environmental Monitoring Guidelines / Standards
Sampling Is Not a Lab Activity. It Is a Site Activity.
This is a mindset shift.
The lab executes.
But the site controls:
- Location
- Timing
- Condition
- Access
- Safety
If these are wrong, sampling is compromised before it starts.
This is why sampling basics matter.
Common Sampling Situations That Create Trouble Later
These situations are commonly observed:
- Sampling done when the plant is not running normally
- Sampling from a convenient point, not the correct point
- Noise readings taken during abnormal silence
- Water samples taken after temporary correction
- Air sampling done without checking access condition
None of these look serious at that moment.
All of them become serious later.
The Inspector Mindset (Important to Understand)
Inspectors usually ask simple questions:
- Where was this sample taken from?
- Was the plant running normally?
- Who was present during sampling?
- Do you have any evidence of the activity?
They are not testing your memory.
They are testing process ownership.
A confident, factual answer works better than a technical one.
The Golden Rule of Sampling
This one line should stay with every EHS officer:
If the sample is wrong, the report is a lie - even if unintentionally.
This is not about fear.
This is about responsibility.
Sampling is where:
- Compliance integrity starts
- Trust is built
- Problems can be prevented
And the good news is:
You don’t need to be an expert.
You just need to be present and aware.
Air Sampling Basics (Stack, Ambient & Workplace)
Air sampling is where most EHS officers feel the most uncomfortable.
Not because it is complex - but because it looks technical.
Tall stacks.
Instruments.
Climbing activity.
Wind discussions.
It creates a feeling of “lab territory”.
In reality, air sampling problems usually come from basic site issues, not instruments.
Where Air Sampling Commonly Goes Wrong (Ground Reality)
Across many sites, the same patterns repeat:
- Sampling point exists on paper, not in usable condition
- Access platform is unsafe or blocked
- Sampling done during abnormal operations
- Ambient air sampler placed for convenience, not logic
None of these are lab mistakes.
They are site-level oversights.
Stack Air Sampling – What Really Matters on Site
Stack air sampling looks intimidating.
But inspectors focus on only a few practical things.
Sampling Point Condition Comes First
Before any instrument is connected, check:
- Is the sampling port accessible?
- Can it be opened without force?
- Is the platform safe to stand on?
A very common issue is port hole jamming.
Bolts get rusted.
Paint blocks threads.
Covers are stuck.
The lab team struggles.
Time is lost.
Shortcuts begin.
If the port cannot be opened smoothly, sampling quality is already compromised.
This usually comes up later as:
- Incomplete sampling
- Reduced traverse points
- “Adjusted” readings
- Common mistakes observed in Stack emission Monitoring in India
Location of Sampling Point (Why Inspectors Care)
Sampling point location is not just a drawing requirement.
It tells the inspector:
- Whether emissions are mixed properly
- Whether turbulence is avoided
- Whether the data represents actual discharge
If sampling is done from:
- Too close to bends
- Near dampers
- At non-standard heights
Questions will follow.
You don’t need to quote rules.
You need to ensure no obvious shortcuts.
Plant Operating Condition During Sampling
This is very important.
Inspectors assume:
- Sampling represents normal operation
- Not shutdown
- Not partial load
- Not “today adjusted”
If the process was:
- Running at reduced load
- Temporarily modified
- Under trial condition
That should be known to the EHS officer.
Silence here creates trouble later.
Ambient Air Sampling – Boundary vs Background Confusion
Ambient air sampling is often misunderstood.
Many sites treat it as:
“Place the sampler somewhere near the gate.”
That is risky.
Boundary Monitoring – What It Represents
Boundary sampling is meant to capture:
- Impact of your activity
- What leaves your premises
If the sampler is placed:
- Too far inside
- Behind buildings
- Near unrelated sources
The reading loses meaning.
Background Monitoring – Often Ignored
Background sampling is equally important.
It answers:
“What is already present in the surrounding environment?”
This protects the industry during:
- Complaints
- Public allegations
- High pollution days
Simple Wind Direction Rule (Very Practical)
This rule helps during site decisions.
- Stand still for a moment
- Feel the wind direction
If wind is hitting your back:
- In front of you → downwind (impact side)
- Behind you → upwind (background side)
This is not theory.
This is practical positioning.
Wrong placement here often leads to:
- Misleading data
- Unnecessary arguments later
Workplace Air Sampling (When Applicable)
Workplace air sampling is not required everywhere.
But when it is, it must be meaningful.
Common mistakes include:
- Sampling when activity is not happening
- Sampling during break time
- Sampling at the wrong height
Inspectors usually check:
- Was the activity ongoing?
- Was the worker present?
- Was the location representative?
Again, no deep science needed.
Only common sense supervision.
Red Flags During Air Sampling (Stop and Clarify)
As an EHS officer, pause the activity if you notice:
- Sampling started without checking plant condition
- Sampler placed just for convenience
- Unsafe access being ignored
- Statements like “this is okay everywhere”
Stopping politely is better than explaining later.
What Inspectors Read From Air Sampling
Inspectors don’t just read numbers.
They read intent and control.
They observe:
- Site preparedness
- Confidence of explanation
- Consistency with process
A calm explanation like:
“Sampling was done during normal operation, from the designated point”
Carries more weight than any technical argument.
One Quiet Truth About Air Sampling
Most air sampling problems are not technical failures.
They are preparation failures.
And preparation is fully within the EHS officer’s control.
Water & Noise Sampling Basics
(Where Small Handling Mistakes Create Big Compliance Issues)
Water and noise sampling look simple.
That is exactly why they cause the most trouble.
Because when something looks simple, people stop paying attention.
One Hard Truth About Water Sampling
Most bad water reports are not because:
- The ETP is bad
- The lab is careless
They are because:
- The sample was not representative
And once the sample is wrong, nothing can correct it later.
Grab Sample vs Composite Sample (Plain Understanding)
This confusion exists at almost every site.
Grab Sample – What It Really Means
A grab sample is:
- One-time collection
- At a specific moment
- Reflects that exact condition
It is acceptable when:
- Flow and quality are stable
- The consent allows it
- The process does not fluctuate much
Composite Sample – Why It Is Expected
A composite sample represents:
- Quality over a period
- Actual average discharge
- Not a “best moment”
It is generally expected when:
- Effluent quality varies
- Process load changes
- Inspectors want real performance
The key issue is not which one is used.
The issue is why it was used.
If you can explain the reason calmly, half the problem is solved.
ETP Inlet & Outlet Sampling – Practical Site Reality
This is where inspectors focus closely.
Before sampling, quietly check:
- Is the ETP running normally?
- Is flow steady?
- Are units operational?
Sampling during:
- Low flow
- Partial operation
- Temporary adjustment
Creates data that does not reflect reality.
Inspectors don’t like “today special” conditions.
The Container Rinse Rule (Very Common Mistake)
This one mistake alone causes many re-sampling orders.
When the Bottle Should Be Rinsed
- Plain bottles without preservatives
- Rinse 2–3 times with sample water
- Then collect the final sample
This removes contamination from the container.
When the Bottle Must NOT Be Rinsed
- Bottles containing preservatives (acid, chemicals)
- These are meant to stabilise the sample
Rinsing these bottles:
- Washes away the preservative
- Makes the sample legally invalid
Many people rinse automatically.
That one action can destroy the sample.
Groundwater & Drinking Water Sampling
These are often taken lightly.
Common issues seen:
- Borewell not flushed properly
- Sample taken immediately after pump start
- Container touched or placed on dirty surfaces
Groundwater needs:
- Flushing time
- Clean handling
- Immediate sealing
Small lapses here raise doubts about authenticity.
Noise Sampling Basics (Industrial, DG & Boundary)
Noise monitoring is often treated as:
“Just note the reading.”
That approach creates problems.
Industrial Noise Sampling
For industrial noise:
- Machines must be running
- Normal activity should be ongoing
- Sampling should reflect actual exposure
Mistakes include:
- Sampling during idle conditions
- Taking readings during breaks
- Measuring far away from activity
Inspectors usually ask:
“Was this measured during actual operation?”
DG Set Noise Sampling
DG noise sampling creates confusion due to distance and load.
Common mistakes:
- Measuring too close
- Measuring too far
- DG running without proper load
If DG is not under normal load, the reading is meaningless.
Acoustic enclosure condition also matters.
Boundary Noise Monitoring
Boundary noise often becomes an issue during complaints.
Key confusion areas:
- Day vs night timing
- Festival or traffic influence
- Temporary disturbances
Boundary noise should represent:
- Typical site condition
- Not exceptional silence
- Not unusual disturbance
Consistency matters more than perfection.
Red Flags During Water & Noise Sampling
As an EHS officer, intervene if you see:
- Sampling when the plant is not operating normally
- Bottles being rinsed without understanding
- Noise readings taken during silence
- Statements like “this much variation is okay”
Stopping and clarifying early is always safer.
Why Inspectors Question Water & Noise Data
Because these parameters are easy to manipulate unintentionally.
Inspectors check:
- Timing
- Condition
- Consistency with plant operation
They trust data when:
- Process looks honest
- Sampling looks controlled
- Explanations are simple and factual
A Quiet Reality Most People Miss
Water and noise sampling problems usually happen because:
- Everyone is in a hurry
- Everyone assumes it’s routine
Slowing down by 10 minutes can prevent months of follow-up.
Safety During Sampling (The “S” in EHS That Is Often Ignored)
Sampling is not just a compliance activity.
It is also a safety activity.
During sampling, people are:
- Working at height (stacks)
- Handling chemicals (ETP, preservatives)
- Entering awkward areas (platforms, drains)
As the EHS officer, you are responsible not only for the sample, but also for the person collecting it.
Before sampling starts, quietly check:
- Is proper PPE being used?
- Is the access safe?
- Is a Permit to Work required for height or confined area?
If an accident happens during sampling, the question will be:
“Who allowed the activity?”
That answer should never be unclear.
Compliance data is useless if someone gets hurt collecting it.
Digital Evidence: Your Silent Protection
Today, documents alone are not enough.
In many cases, a simple photograph has:
- Resolved board queries
- Protected EHS officers
- Prevented unnecessary arguments
Why Photos Matter
Photos help when:
- Data is questioned later
- Inspectors doubt sampling location
- There is a complaint or legal query
A photo quietly answers questions without debate.
What to Capture (Simple, Practical List)
You don’t need professional photography.
Just ensure:
- Sampling location is visible
- Equipment setup can be seen
- Process is running
- Sample bottles are labelled
If possible, use:
- Geotagged photos
- Time-stamped images
Do not overdo it.
2–3 clear photos are enough.
Chain of Custody (CoC) – Explained Simply
Many people sign the Chain of Custody without understanding it.
Think of CoC like a courier tracking slip.
- The sample leaves your site
- It travels to the lab
- It reaches the testing section
If at any point the chain breaks:
- Missing signature
- Wrong label
- Unclear timing
Legally, the sample is considered lost.
Even if the test result looks perfect.
That is why:
- Labels must match
- Forms must be signed properly
- Timing must make sense
CoC is not paperwork.
It is legal continuity.
OCEMS Data Gaps Explained: Why CPCB Rejects Data & How to Fix
Choosing the Right Lab (Short & Practical)
Most problems don’t come from bad labs.
They come from misaligned expectations.
Basic checks:
- Lab should be NABL accredited for required parameters or Hire a NABL lab aggregator who has curated list of best performing labs
- Instruments should be calibrated
- Scope should match consent conditions
Calibration documents are often asked during inspections.
If they are missing, trust reduces instantly.
Sampling Day Checklist (EHS Officer Friendly)
That energy is exactly what builds a community, not just a website.
When you hit that nerve-where the reader says, "Finally, someone understands what my day actually looks like"-you stop being a vendor and start being a partner. That is the EHSShaala brand you are building.
Since you are ready to push harder, here is that "5-Minute Sampling Audit" Table I mentioned. You can drop this right at the end of the article as a downloadable or a screenshot-able summary. It turns your advice into an immediate tool.
The 5-Minute Sampling Audit (For EHS Officers)
Keep this checklist on your phone. If you see a "Red Flag," pause the activity and check.
| Category | What to Check | Red Flag (Stop & Clarify) |
|---|---|---|
| Preparation | Plant Status | Plant is running on low load, shutdown, or "special adjustment" mode. |
| Air (Stack) | Port Access | Port is rusted shut; sampler is struggling to open it or using force. |
| Air (Ambient) | Location | Sampler placed behind a wall, under a tree, or "wherever the wire reaches." |
| Water | Bottle Handling | Sampler is rinsing a bottle that already contains acid/preservative. |
| Water | Source Flow | Sampling from a stagnant drain or when there is zero flow at the outlet. |
| Noise | Activity | Taking readings during lunch break or when major machines are off. |
| Safety | The Person | Sampler is climbing without a harness or handling acid without gloves. |
| Documentation | Chain of Custody | You are asked to sign blank forms or forms with wrong times. |
This is where theory becomes practice.
One Day Before Sampling
- Confirm plant will run normally
- Ensure access to sampling points
- Keep consent copy and past reports ready
During Sampling
- Escort the team
- Observe quietly
- Ensure safety, location, and condition are correct
You don’t need to interfere.
You just need to be present.
After Sampling
- Verify sample labels
- Check Chain of Custody entries
- Note expected parameters
Follow up on reports.
Never file them without review.
Red Flags: Stop and Clarify If You See This
Pause sampling if you notice:
- Plant not operating normally
- Shortcuts being taken for convenience
- Unsafe access being ignored
- Statements like “This is how everyone does it”
Stopping politely is professional.
Explaining later is painful.
How Inspectors Really Judge Sampling
Inspectors don’t expect perfection.
They look for:
- Control
- Awareness
- Honesty
They trust sites where:
- Sampling looks planned
- EHS officers are confident
- Explanations are simple and consistent
They doubt sites where:
- Everyone looks unsure
- Sampling looks rushed
- Answers keep changing
Final Advice to Junior EHS Officers
Sampling is not about:
- Instruments
- Chemistry
- Technical debates
It is about:
- Presence
- Preparation
- Consistency
You don’t need brilliance.
You need attention.
“Most compliance problems start small.
Sampling is where you can stop them.”
Environmental Monitoring Jobs & Career Opportunities
End Note (EHSShala Philosophy)
Good compliance does not need heroics.
It needs systems.
If sampling is handled calmly, clearly, and consistently:
- Reports become stronger
- Inspections become easier
- Confidence becomes natural
This is not extra work.
This is quiet professionalism.
A Note from the Founder: I started EHSSaral with one goal: To reduce the chaos in our industry. I know how stressful sampling days can be. I hope this guide gives you a little more confidence and a little less stress next time the lab team arrives. - Harshal T. Gajare

Harshal T Gajare
Founder, EHSSaral
Founder - EHSSaral| Partner - Perfect Pollucon | ISO 14001 Lead Auditor | Second-generation environmental professional simplifying EHS compliance for Indian manufacturers through practical, tech-enabled guidance.
Related Blogs

Form 3 Logbook Explained: Simple Guide for Indian Factories | EHSShala

Why Form IV Readiness Cannot Begin at the End of the Year
Why We Wrote The Indispensable EHS Officer Book (A Realist Guide for India) | EHSSaral

Form 10 Manifest System Explained: 7 Copies, Flow & SPCB Inspectors Checklist | EHSShala
 List, Rules & Compliance Guide ehssaral.webp)
Orange Category Industries in India (2026): List, Rules & Compliance Guide
Evolution of EHS in India - (Part 2) Post-Bhopal | EHSShala

EHSShala - Hazardous Waste Rules & Management Explained | EHSShala

EHSShala Start – Begin Your EHS Learning Journey in India